








(ロウ付け)
昨年は9月まで自宅で行っていた木工作業関連(DIY)の記事をアップしていましたが、それ以降は中断していました。
今月に入り、「ロウ付け作業」について、道具類や材料を用意して練習を始めました。
長年半田つけを利用してきましたが、ハンダよりも少し強度をだせるロウ付けに関心を持っていました。
溶接を本格的にやるためには、家庭用半自動溶接機を購入すれば可能ですが、現在のところ必要性がありません。
それで、ハンダよりは強い接合が出来るロウ付けについて勉強することにしました。
金属同士を接合する方法には、次の3つの方法があります。
1.溶接
両方の母材と、ろう材を融解させて接合します。
2.ロウ付け
母材は融かさずに、接合面にロウ材を流し込んで接着します。
3.半田つけ
母材は融かさずに、接合部にハンダを流して接着します。
接着作業時の温度は、【溶接>ロウ付け>半田つけ】となります。
接着強度は、【溶接>ロウ付け>半田つけ】となります。>
一応、450℃以下がハンダ作業で、450℃以上がロウ付けと定義されています。
ロウ付けの作業温度は、アルミろう(600℃以下)~パラジウムろう(1200℃超)と母材により作業温度が異なります。
アルミニウムは、アルミろうの作業温度が580℃で、アルミの融点が660℃なので、作業温度が母材の融点に近いために、作業の難易度はかなり高いです。
今回の作業で使用している銀ろうは、銀の配合割合によって融点が620℃~800℃の範囲があり、17種のJIS規格があります。
銀ろうの作業対象母材は、「鉄、ステンレス、真鍮、銅」で融点が高いので、使用しているカセットタイプのバーナーでは母材は融けません。
ただし、一番融点の低い真鍮(融点約800℃)は、長時間バーナーを当て続けた結果、融けて変形したことがありました。
作業手順はハンダ作業に似ていますが、作業温度が高いので、ハンダ作業よりは難易度が高いです。
かなり練習をしないと、綺麗なロウ付け作業はできません。
私は、練習を開始した段階なので、うまくいったり失敗したりの連続です。
今回アップした材料は、「アルミニウム、鉄、ステンレス、銅、真鍮」の5種類ですが、それらを組み合わせた接合をしています。
接合の詳細は、接合する二つの材料の接触面をピッタリとつけて、フラックスを塗ってからその周りでろう材を融かします。
融けたろう材は、ピッタリつけた接触面の僅かな隙間を通って拡がります。
水が毛細管現象で拡がるのと同じような現象で、隙間が広すぎるとろう材は流れません。
母材をろう材の溶融温度以上に加熱して作業をするので、ろう材を接合面に盛ることはできません。
接合面の強度は非常に高いものがります。

ロウ付けに使用する道具と材料です。
横置き:銀ロウとアルミ硬ロウです。(ハンダ相当)
縦置き:フラックス、耐火ボード、小型バーナー

メインに使用するバーナーです。
火力は強力です。
作業台です。
耐火レンガと耐火ボードです。

ロウ付けする材料を固定する装置です。
黒い台以外は自作です。

ミニルーターです。
ロウ付けした場所の研磨・切削などを行います。
研磨には紙ヤスリ、ハンドパット等も使用します。

ロウ付けの作業直後の様子です。
全体が700℃以上に加熱されるため、酸化等による
汚れが目立ちます。

紙ヤスリで磨いた状態です。
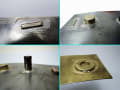
ロウ付け部分の拡大写真です。
銀ロウが流れて完全に接着されています。

アルミのロウ付けの拡大写真です。
アルミは熱に弱いため、ロウ付け作業が
難しいです。
写真をクリックすると拡大表示します。
 私のホームページへ
私のホームページへ
昨年は9月まで自宅で行っていた木工作業関連(DIY)の記事をアップしていましたが、それ以降は中断していました。
今月に入り、「ロウ付け作業」について、道具類や材料を用意して練習を始めました。
長年半田つけを利用してきましたが、ハンダよりも少し強度をだせるロウ付けに関心を持っていました。
溶接を本格的にやるためには、家庭用半自動溶接機を購入すれば可能ですが、現在のところ必要性がありません。
それで、ハンダよりは強い接合が出来るロウ付けについて勉強することにしました。
金属同士を接合する方法には、次の3つの方法があります。
1.溶接
両方の母材と、ろう材を融解させて接合します。
2.ロウ付け
母材は融かさずに、接合面にロウ材を流し込んで接着します。
3.半田つけ
母材は融かさずに、接合部にハンダを流して接着します。
接着作業時の温度は、【溶接>ロウ付け>半田つけ】となります。
接着強度は、【溶接>ロウ付け>半田つけ】となります。>
一応、450℃以下がハンダ作業で、450℃以上がロウ付けと定義されています。
ロウ付けの作業温度は、アルミろう(600℃以下)~パラジウムろう(1200℃超)と母材により作業温度が異なります。
アルミニウムは、アルミろうの作業温度が580℃で、アルミの融点が660℃なので、作業温度が母材の融点に近いために、作業の難易度はかなり高いです。
今回の作業で使用している銀ろうは、銀の配合割合によって融点が620℃~800℃の範囲があり、17種のJIS規格があります。
銀ろうの作業対象母材は、「鉄、ステンレス、真鍮、銅」で融点が高いので、使用しているカセットタイプのバーナーでは母材は融けません。
ただし、一番融点の低い真鍮(融点約800℃)は、長時間バーナーを当て続けた結果、融けて変形したことがありました。
作業手順はハンダ作業に似ていますが、作業温度が高いので、ハンダ作業よりは難易度が高いです。
かなり練習をしないと、綺麗なロウ付け作業はできません。
私は、練習を開始した段階なので、うまくいったり失敗したりの連続です。
今回アップした材料は、「アルミニウム、鉄、ステンレス、銅、真鍮」の5種類ですが、それらを組み合わせた接合をしています。
接合の詳細は、接合する二つの材料の接触面をピッタリとつけて、フラックスを塗ってからその周りでろう材を融かします。
融けたろう材は、ピッタリつけた接触面の僅かな隙間を通って拡がります。
水が毛細管現象で拡がるのと同じような現象で、隙間が広すぎるとろう材は流れません。
母材をろう材の溶融温度以上に加熱して作業をするので、ろう材を接合面に盛ることはできません。
接合面の強度は非常に高いものがります。

ロウ付けに使用する道具と材料です。
横置き:銀ロウとアルミ硬ロウです。(ハンダ相当)
縦置き:フラックス、耐火ボード、小型バーナー

メインに使用するバーナーです。
火力は強力です。

作業台です。
耐火レンガと耐火ボードです。

ロウ付けする材料を固定する装置です。
黒い台以外は自作です。

ミニルーターです。
ロウ付けした場所の研磨・切削などを行います。
研磨には紙ヤスリ、ハンドパット等も使用します。

ロウ付けの作業直後の様子です。
全体が700℃以上に加熱されるため、酸化等による
汚れが目立ちます。

紙ヤスリで磨いた状態です。

ロウ付け部分の拡大写真です。
銀ロウが流れて完全に接着されています。

アルミのロウ付けの拡大写真です。
アルミは熱に弱いため、ロウ付け作業が
難しいです。
写真をクリックすると拡大表示します。
私のホームページへ 





※コメント投稿者のブログIDはブログ作成者のみに通知されます