








エンジンは、12気筒。
ディストリビューターから分配されるコードは、勿論12本。
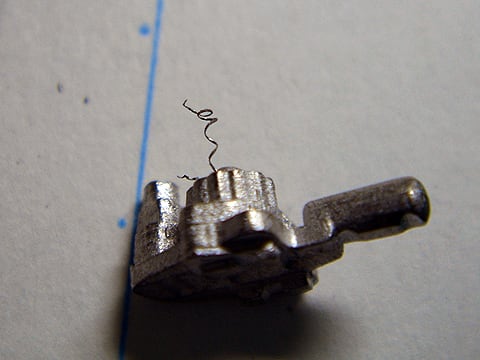
画像のパーツは、ディストリビューターと思われる。
直径は4mm弱です。
これに12個の穴を開けなければなりません。
先日、入手いたしました、0.2mmのドリル歯で12個穴を開ける場合、0.2mm×12=2.4mmしかしこれは連続しての穴です、実際は一定の間隔をもって穴が開いていますので、0.2mm×(12本+12間隔)=4.8mmとなります。
4.8mmは円周になりますが、実際は直径4mmとして円周は、12mmです。
12個充分に穴を開ける事は可能です。
プラグコードとコードの間隔をもっと開けても充分です。
しかし、計算上は余裕なのですが、実際ドリルで穴開けを行うのは難しいですね。
今回、0.2mmのドリルを初めて使用しましたが、開ける加工自体は何とか頑張れば出来るように思えます。
尚、画像の糸くずは、0.2mmの太さとなるでしょう。
実際に開けましたが、新品と言うこともあって、スリップすることもなく深く掘り下げることが出来ます。
ただ、折ってしまいました。
12個開けて折ればまだ良いのですが、すぐに折ってしまって、これでは高価なドリル歯が勿体ない。
加工を諦めて、0.3mmで8本穴にしました。
8気筒・・・!?
ちょっとだけ割愛しました。
エンジンマウントでプラグの穴が、一部シャシーに干渉するので、コードを入れることが出来ないので、充分入れる事が出来る本数が左右で8本ということで、この数になりました。
完成後は、ボディーカウルを固定でというご希望なので、この作業自体意味がないのですが、今後、プラグコードを這わす場合の練習になりますので、目に見えなくなりますが、無意味ではないのです・・・
それと、0.2mmのドリル歯ですが、思ったよりも硬いですね。
ドリル歯を折ったときに、何も考えずに2・3・4・・・と使っていては何本あってもかないません。
何故折れたか?考える必要があります。
上記で、0.2mmでも案外硬いと感じたのに折れた理由を考えないと行けません。
ドリル歯は、穴開け加工に作られている。
なので、上下のトルクには強い。
左右へ一瞬力が強くかかると、折れやすい。
と考えたのです。
間違っているでしょうか?
実際に折れたときも、穴開け中ではなくて、不注意でドリル歯を引っ掻いた時に刃先がすぐ折れた事にあります。
これが正しいのなら、今後穴開け加工時、対象物をしっかり固定させておく事、ピンバイスは、慎重に上下運動だけに集中する。
深くドリルを掘り下げた時は、リバースするときに注意する。
一度に、深く掘り下げない。
0.2mmであっても、また相手がホワイトメタルであっても、引っかけ無い以上はそう簡単に折れないのでは?と感じました。
今回は、1本の犠牲で終わらせました。
自分の余裕としての限界は、0.3mmです。
0.3mmは、いままで結構な酷使をしても折れなかったので、そう思います。
0.2mm究極の穴開けが今後必要になったとき、これらの注意事項を思い出しながら、できたら折らずに加工し終えたいですね。
ディストリビューターから分配されるコードは、勿論12本。
画像のパーツは、ディストリビューターと思われる。
直径は4mm弱です。
これに12個の穴を開けなければなりません。
先日、入手いたしました、0.2mmのドリル歯で12個穴を開ける場合、0.2mm×12=2.4mmしかしこれは連続しての穴です、実際は一定の間隔をもって穴が開いていますので、0.2mm×(12本+12間隔)=4.8mmとなります。
4.8mmは円周になりますが、実際は直径4mmとして円周は、12mmです。
12個充分に穴を開ける事は可能です。
プラグコードとコードの間隔をもっと開けても充分です。
しかし、計算上は余裕なのですが、実際ドリルで穴開けを行うのは難しいですね。
今回、0.2mmのドリルを初めて使用しましたが、開ける加工自体は何とか頑張れば出来るように思えます。
尚、画像の糸くずは、0.2mmの太さとなるでしょう。
実際に開けましたが、新品と言うこともあって、スリップすることもなく深く掘り下げることが出来ます。
ただ、折ってしまいました。
12個開けて折ればまだ良いのですが、すぐに折ってしまって、これでは高価なドリル歯が勿体ない。
加工を諦めて、0.3mmで8本穴にしました。
8気筒・・・!?
ちょっとだけ割愛しました。
エンジンマウントでプラグの穴が、一部シャシーに干渉するので、コードを入れることが出来ないので、充分入れる事が出来る本数が左右で8本ということで、この数になりました。
完成後は、ボディーカウルを固定でというご希望なので、この作業自体意味がないのですが、今後、プラグコードを這わす場合の練習になりますので、目に見えなくなりますが、無意味ではないのです・・・
それと、0.2mmのドリル歯ですが、思ったよりも硬いですね。
ドリル歯を折ったときに、何も考えずに2・3・4・・・と使っていては何本あってもかないません。
何故折れたか?考える必要があります。
上記で、0.2mmでも案外硬いと感じたのに折れた理由を考えないと行けません。
ドリル歯は、穴開け加工に作られている。
なので、上下のトルクには強い。
左右へ一瞬力が強くかかると、折れやすい。
と考えたのです。
間違っているでしょうか?
実際に折れたときも、穴開け中ではなくて、不注意でドリル歯を引っ掻いた時に刃先がすぐ折れた事にあります。
これが正しいのなら、今後穴開け加工時、対象物をしっかり固定させておく事、ピンバイスは、慎重に上下運動だけに集中する。
深くドリルを掘り下げた時は、リバースするときに注意する。
一度に、深く掘り下げない。
0.2mmであっても、また相手がホワイトメタルであっても、引っかけ無い以上はそう簡単に折れないのでは?と感じました。
今回は、1本の犠牲で終わらせました。
自分の余裕としての限界は、0.3mmです。
0.3mmは、いままで結構な酷使をしても折れなかったので、そう思います。
0.2mm究極の穴開けが今後必要になったとき、これらの注意事項を思い出しながら、できたら折らずに加工し終えたいですね。










※コメント投稿者のブログIDはブログ作成者のみに通知されます