ラックや操作卓の製品加工例です。
おはようございます、丸井工業(株) 専務の井手野です。
板状の金属(板金)を使って要求された形状に加工することを板金加工と言っています。一言で板金加工と言っても全てを扱える訳では無く加工する製品によって材料の大きさや厚さなどが異なるので自社が得意とする技術の範囲でそれぞれに対応した設備がされています。
加工機メーカーによるとか自然発生説など様々ですが板金加工を3つに大別しています。製缶板金加工・一般板金加工・精密板金加工です。これは板金加工を発注頂くお客様に大まかに加工出来る範囲(設備の違い)をわかりやすくしているものと思われますがそれぞれの間にしっかりとした境界が決められている訳では無いので設備や技術力などによって扱える製品の幅は異なってきます。丸井工業の場合は精密板金加工ですがラックや操作卓などの製品もご注文頂いております。

▲ 丸井工業の設備と溶接技術などによって作られるラックや操作卓です
おすすめ関連記事:精密板金の丸井工業ブログの 「設備」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
 e-mail
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2010 Marui Industrial Coporation.,Ltd. All Rights Reserved.(文章・画像の著作権は丸井工業株式会社に帰属します)
【ブログポリシー】
 精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。専用の金型を作らなくても板を円弧に曲げられます。
おはようございます、丸井工業(株) 専務の井手野です。
精密板金で板を曲げる加工機の事をベンダー(プレスブレーキ)といいます。通常は指定した位置に対して汎用の金型で目安として1~180°の範囲で角度を決めて曲げを行います。しかし板を円弧に曲げるといった特殊な加工に関しては専用の金型を用意する必要があります。
板を曲げる時に重要なのは曲げる位置です。その昔は大きなハンドルを回しながら手動で曲げるハンドプレスやケトバシなど曲げる位置に印を付けて目見当で作業者が曲げていた時代もありましたが現代はバックゲージと言うNC制御(コンピューター制御)の位置出し装置が曲げる位置を的確に決めてくれるので精度はバッチリ出せます。そこで圧力を調整しバックゲージの移動距離を細かく刻み材料(板金)を送り込む事で専用の曲げ金型を用意しなくても板金を円弧(R曲げ)に曲げる事が可能です。量産品には向きませんが試作や少量の製品には適しています。
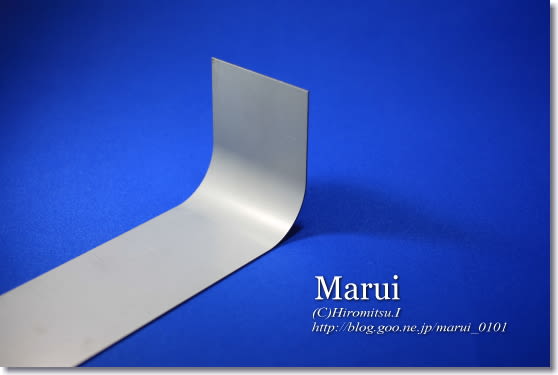
▲ ベンダーで専用の曲げ金型を使わずに円弧に曲げた板

▲ 円弧に曲げた板を拡大。細かく何回も曲げた跡がわかります(回数を増すごとに滑らかな円弧に)

▲ ベンダーのバックゲージ(白丸内)。右側の上下が曲げる為の金型です

▲ この金型を使いそのまま圧力を上げて行けば写真の様に90°に曲がります

▲ 圧力と寸法を調節する事により任意の円弧に板を曲げられます(材料によっては制限があります)
おすすめ関連記事:精密板金の丸井工業ブログの 「ベンダー」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2010 Marui Industrial Coporation.,Ltd. All Rights Reserved.(文章・画像の著作権は丸井工業株式会社に帰属します)
【ブログポリシー】
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。リベットを打つ為の工具の紹介です。
おはようございます、丸井工業(株) 専務の井手野です。
リベットを使って部品を取り付けたり板金を組み立てたりする際に使う工具をリベッターと言い圧縮空気を使ったリベッターをエアーリベッターと言っています。手動のリベッターは握力が必要なので相当数打つ場合など作業者は体力を消耗し結果集中力が掛けたり作業ミスを起こす可能性もあるので丸井工業では手動は使わずエアーリベッターのみ使用しています。
ピストルの様な形状で先端部分にリベットを差し込みトリガーを引くと作業終了。リベットの先端部分により部品は固定され切り離され不要になったピンが後ろのホルダーに集められます。

▲ エアーリベッターです。左の先端にリベットを差し込み赤いトリガーを引くとリベット作業が出来ます
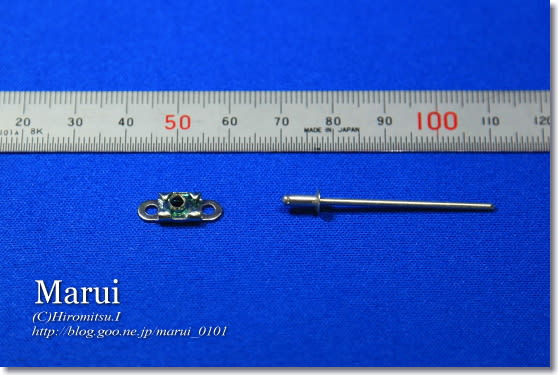
▲ 左の部品を右にあるリベットで板金に固定します

▲ リベットを部品と板金にあけた穴に差し込みトリガーを引くだけです

▲ 部品は二本のリベットでしっかり固定されています
おすすめ関連記事:精密板金の丸井工業ブログの 「リベット」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2010 Marui Industrial Coporation.,Ltd. All Rights Reserved.(文章・画像の著作権は丸井工業株式会社に帰属します)
【ブログポリシー】
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。鍋ネジと皿ネジについてです。
おはようございます、丸井工業(株) 専務の井手野です。
前回に続きネジの話です。じつは先日友人と話していてネジの話題になり「ネジって種類があるんだ・・・」。なるほど、モノ作りに関係していない人はネジなど気にした事も無いと思うのでそんな方々に比較的一般的に使われている鍋ネジと皿ネジを紹介しようと思いました。精密板金加工で作られた製品は概ねネジを使って組み立てられています。

▲ 上が鍋ネジ(頭の部分が鍋をひっくり返した様な形)・下が皿ネジです(お皿の様な形)

▲ 鍋ネジは板金の表面にネジの頭が出っ張った状態で止まります

▲ 皿加工をした板金。皿ネジを使う為には材料に皿加工が必要です

▲ 皿ネジを使うと表面が平らになるのと鍋ネジと比べて物を正確な位置に固定できます
おすすめ関連記事:精密板金の丸井工業ブログの 「組立」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2010 Marui Industrial Coporation.,Ltd. All Rights Reserved.(文章・画像の著作権は丸井工業株式会社に帰属します)
【ブログポリシー】
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。板厚の薄い板にネジを加工する場合についてです。
おはようございます、丸井工業(株) 専務の井手野です。
精密板金加工の業界では板に雌ネジを加工する事を「タップを立てる」とか「タップを切る」などと言っています。雄ネジにはネジ山がありそれぞれネジのサイズによってネジ山のピッチ(幅)が違います。一般的に細いネジのピッチは狭く太いネジのピッチは広くなっています。
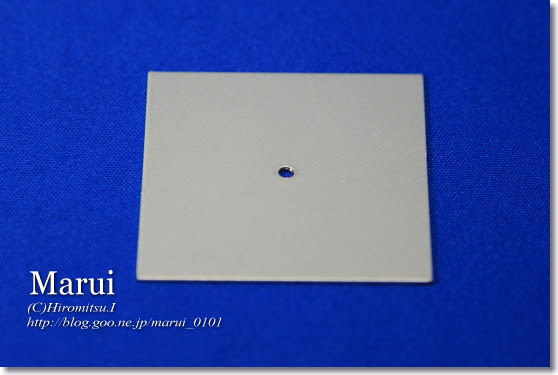
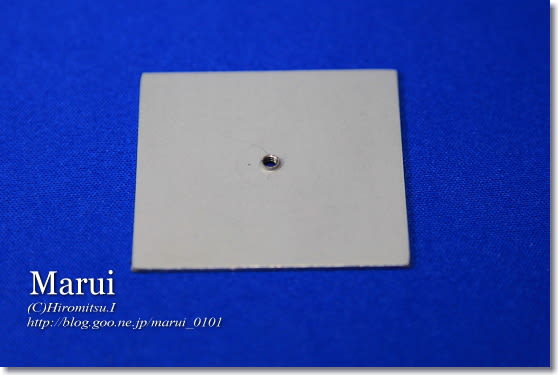
ネジが太くなればなるほど雌ネジ(タップ)内部に作れるネジ山の数は少なくなって行きます。今回は1mmの板にM3ネジ(直径3mmのネジ)用にM3タップを加工。ネジ山の数は約1山~1山半程度です。この程度の山数で強く締めつけるとネジ山が壊れてしまいネジを止める事が出来なくなる場合があります。そこでネジ山の数を多くする為にバーリング加工と言う筒状の絞り加工を施してタップの山数を増やす事により薄い板でもネジ止めを確実にします。

▲ 50mm×50mm 板厚1mmの板にM3タップを加工してM3ネジを入れた状態です
▲ M3ネジを抜いた状態のM3タップ
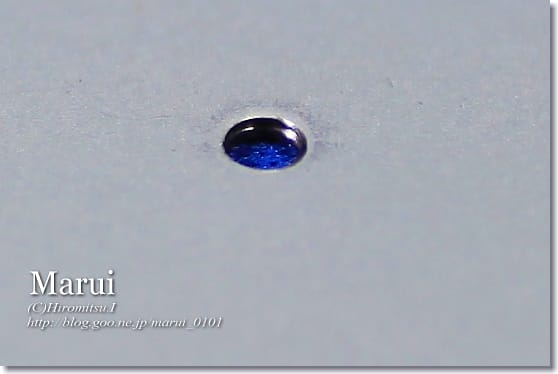
▲ 拡大するとネジ山の数は1山~1山半ぐらいです
▲ バーリング加工(筒状に絞る)を施した内部にタップを加工します(バーリングタップ)
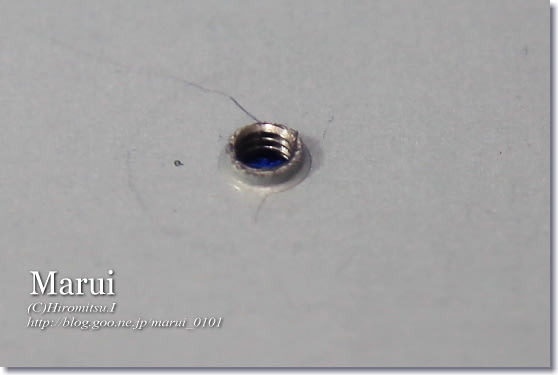
▲ バーリングタップを拡大。薄い板にもネジ山を多く作る事が出来ます
おすすめ関連記事:精密板金の丸井工業ブログの 「バーリング」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2010 Marui Industrial Coporation.,Ltd. All Rights Reserved.(文章・画像の著作権は丸井工業株式会社に帰属します)
【ブログポリシー】
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。
サムネイル(縮小版写真)で精密板金ブログの写真を一覧することができます
| ・Google画像検索による精密板金の丸井工業ブログ掲載の写真のサムネイル一覧です。このサイトに掲載されている写真のイメージ把握にお使いください。 >>サムネイル(縮小版写真)で精密板金ブログの写真を一覧する |  |