US11192338
[0062] An outer surface 530 of the embossing roller 518 may be textured, ground and/or engraved with a fixed or random array of moon shaped concave divots or dimples (similar to the outside surface of a golf ball), as illustrated in greater detail in FIG. 6.
【0048】
エンボス加工ローラ518の外表面530は、図6に更に詳細に示されるように、月形をした凹状の窪みまたはディンプル(ゴルフ・ボールの外表面に類似)の固定の配列もしくは不規則な配列を用いて、凹凸加工、研磨、および/または彫刻されてもよい。
The purpose of embossing a fixed array or random divots is to
固定の配列または不規則な窪みをエンボス加工する目的は、
intentionally create an array of isotropic “repeating defects” (i.e., dimples, divots, or indentations) in the film with a fraction of film thickness drawn out or protruded on the embossed surface 420 , as illustrated in FIG. 4.
等方性の「繰り返される欠陥部」の配列(即ち、ディンプル、窪み、もしくは刻み目)を、フィルムに意図的に作成することであり、図4に示されるように、フィルム厚さの一部分がエンボス表面420上に引き伸ばされるかまたは突出する。
The regular and periodic protrusions created on the embossed surface 420 of the film 400 creates a release surface that does not adhere to the adjoining surface of the substrate that is being protected by the film 400 .
フィルム400のエンボス表面420上に作成された規則的で周期的な突起によって、フィルム400によって保護されている基材の隣接する表面に接着しない離型面が作成される。
As understood by persons of ordinary skill in the art, the “repeating defects” (i.e., dimples, divots, or indentations) on the embossed surface 420 may have any pattern, density, shape, height, etc., as desired.
当業者には理解されるように、エンボス表面420上の「繰り返される欠陥部」(即ち、ディンプル、窪み、もしくは刻み目)は、所望に応じて、任意のパターン、密度、形状、高さなどを有してもよい。
US2018235427
[0015] The pad segments 12 are preferably formed from an open-textured, non-woven polymer fiber material such as polyamide, polyester or nylon fiber material.
【0009】
前記パッドセグメント12は、目粗に微細凹凸加工した不織ポリマー繊維材料、例えばポリアミド、ポリエステル、またはナイロン繊維材料で形成することが好ましい。
Other polymer fiber materials, are also contemplated.
他のポリマー繊維材料も考えられる。
In some embodiments, the non-woven fiber material may also include natural fibers, such as walnut fibers or coconut fibers.
一部の実施形態において、前記不織繊維材料は、天然繊維、例えばココナッツ繊維を含んでもよい。
In still other embodiments, the non-woven material may include mineral or resin abrasive particles which are uniformly distributed throughout, and securely bonded to the non-woven fiber material with a phenolic or latex resin coating.
さらに他の実施形態において、前記不織材料は、全体にわたり均一に分散させ、かつ、フェノールまたはラテックス樹脂コーティングで前記不織繊維材料に強固に結合させた鉱物または樹脂の研磨粒子を含むことができる。
The non-woven fibrous nature of the material is best seen in FIG. 6.
この材料の不織繊維の性質は、図6で最も良く見ることができる。
US9311831
In some embodiments, the upper planar surface is textured to provide slip resistance and durability.
ある実施形態では、平坦な上面は、滑り止めまたは耐久性を提供するための凹凸加工されている。
In some embodiments, the article comprises a material selected from the group consisting of metal, polymeric materials, concrete, bricks, natural stone, ceramic, and tiles.
ある実施形態では、パネルは、金属、重合体、コンクリート、レンガ、自然石、セラミック、タイル、およびその組み合わせを含むグループから選択された物質で構成されている。
[0061] FIG. 10C shows a close up detailed side view showing the molded textured pattern of a plastic composite surface mount detectable warning panel with an inline dome attention pattern;

US2017043137
[0034] The reverse gun handle shape of the handle 37 and the location of the controls 43 enable the guidewire manipulation device 31 to be comfortably used with a single hand.
【0024】
[0033]ハンドル37が逆ガンハンドル形状であること、およびコントローラ43の位置により、ガイドワイヤ操作装置31を片手で快適に使用することが可能になる。
The textured surface of the gripping portion 62 of the chuck 7
チャック7の把持部62の凹凸加工された表面は、
may be configured, for example, so that one of the ribs has a larger radial protrusion dimension than the other ribs, or in other embodiments, so that there is only one radially-protruding rib.
例えば、リブの1つが他のリブより大きな半径方向に突出した大きさを有するように、または他の実施形態では半径方向に突出するリブが1つだけあるように構成する場合がある。
This configuration allows tactile feedback to the user, or more specifically, knowledge of about how fast the guidewire is being rotated from feel only, without having to look at the chuck 7 , or at any display.
この構成によって、使用者への触覚的フィードバックが可能になり、あるいは、より具体的には、どれほど速くガイドワイヤが回転しているかを、チャック7、またはどのディスプレイをも見る必要なく、触覚のみから知ることが可能になる。
The user, thus, does not have to continually watch the guidewire manipulation device 31 while using it.
したがって、使用者は、ガイドワイヤ操作装置31を使用している間、それを連続的に見る必要はない。

US9554789
[0150] As illustrated in FIGS. 10B, 10D, and 10E, the distal end 25 b of the dilation member 24 can include at least one light shaping element 96 that can be supported by the inner surface 25 d .
【0106】
図10B、図10D、及び図10Eに示すように、拡張部材24の遠位端25bは、内側表面25dによって支持され得る少なくとも1つの光成形素子96を備えていてもよい。
The light shaping elements 96 can
光成形素子96は、
include one or more, up to all, of
a plurality of prisms 98 supported by the inner surface 25 d at the distal end 25 b ,
遠位端25bにおいて内側表面25dによって支持される複数のプリズム98、
a roughened textured region 100 of the inner surface 25 d at the distal end 25 b ,
遠位端25bにおける内側表面25dの凹凸加工された領域100、
and a reflective material 102 , such as a foil, supported by the inner surface 25 d at the distal end 25 b .
及び遠位端25bにおいて内側表面25dによって支持される反射性材料102(箔など)
のうちの1つ又は2つ以上、最大で全てを含むことができる。
The light illuminated by the illumination sources 88 can thus be shaped, for instance diffused, prior to being directed out the distal end 25 b of the second conduit 25 c.
よって、照明光源88によって照射された光は、第2の導管25cの遠位端25bから外へと方向付けられる前に成形(例えば拡散)され得る。

US9345893
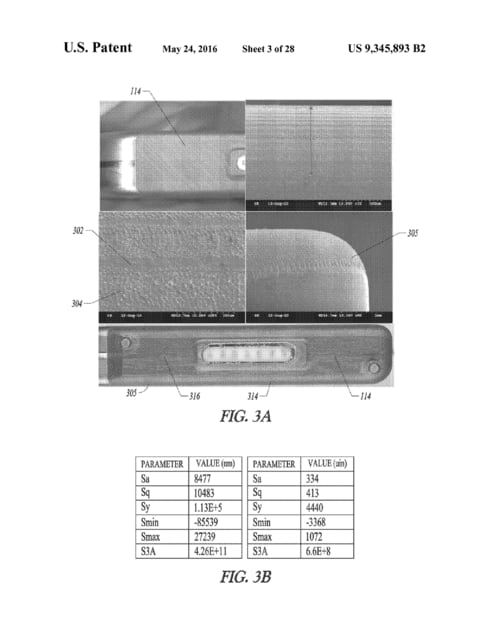
[0058] FIG. 3A shows a periodic pattern including a first linear feature 302 and a second linear feature 304 .
【0015】
図3Aには、第1の直線的特徴302及び第2の直線的特徴304を含む周期的模様が示されている。
The additional texture of features 302 , 304 can enhance adhesion at an interface between the surface 114 of the metallic device container 102 and the header 110 .
これら付加的な微細凹凸の特徴302、304によって、金属製装置筐体102の表面114とヘッダ110の間の接合部の接着を強固にすることができる。
In one example, the surface 114 of the metallic device container 102 is textured around a curved surface 305 at edges of the metallic device container 102 .
1実施例では、金属製装置筐体102の縁にある湾曲表面305の周りの表面114に微細凹凸が付けられている。
In one example, a high quality texture is provided on curved surfaces 305 of the metallic device container 102 by rotating the metallic device container 102 during surface processing to best expose the curved surface 305 to the processing media, such as blast particles, laser energy, etc.
1実施例では、金属製装置筐体102を表面加工中に回転させて、湾曲表面305に吹き付け粒子、レーザ・エネルギのような加工剤を最適に当てることによって、金属製装置筐体102の湾曲表面305に高品質の微細凹凸が付けられる。
In another example, the metallic device container 102 stays fixed, and the processing media source (blast particles, laser energy, etc.) rotates around an incident angle to provide a substantially tangent incident angle to the curved surfaces 305 .
別の実施例では、金属製装置筐体102は固定されたまま、加工剤供給源(吹き付け粒子、レーザ・エネルギなど)をある入射角付近で回転させて、湾曲表面305に対してほぼ接線方向の入射角を実現する。
[0059] FIG. 3C shows another example of a textured surface formed according to an example process.
【0016】
図3Cには、例示的過程により形成された微細凹凸表面の別の実施例が示されている。

FIG. 3C illustrates another example texture that exhibits one or more periodic patterns.
図3Cには、1つ以上の周期模様を示す別の例示的微細凹凸が説明されている。
A ridge 306 and a trough 308 are illustrated in the figure.
図には頂部306及び谷部308が説明されている。
In selected embodiments, more than one periodic pattern is included in a single textured surface. For example, a second periodic pattern is included in FIG. 3C, with a ridge 310 and a trough 312 .
特定の実施形態では、1つの微細凹凸表面は1つ以上の周期模様を含む。例えば図3Cには、頂部310及び谷部312による第2の周期模様が含まれている。
US10682207
[0007] Texturing of the lingual surface of orthodontic brackets has been used to provide improved bonding between the bracket and the tooth to which the bracket is applied.
【0006】
ブラケットとブラケットが施される歯との間の結合力を高めるために、歯列矯正ブラケットの舌側面の凹凸加工が使用されてきた。
For example, U.S. Pat. No. 5,522,725, incorporated herein by reference, concerns a method of improving the bond strength of a plastic bracket by temporarily heating and then permanently deforming projections located on the base of the bracket.
たとえば、参照により本明細書に組み込まれる(特許文献1)は、一時的に加熱し、その後、ブラケットの基部に位置する突起を永久的に変形させることによりプラスチック製ブラケットの結合強度を高める方法に関する。
The deformed projections interlock with adhesive when the bracket is bonded to a tooth.
変形した突起は、ブラケットが歯に結合するときに接着剤と噛み合う。
U.S. Pat. No. 5,595,484, incorporated herein by reference, discloses a plastic bracket having a metal reinforcement member partly embedded in the bracket body.
参照により本明細書に組み込まれる(特許文献2)は、プラスチック製ブラケットであって、ブラケット本体に金属補強部材が部分的に埋め込まれているブラケットを開示している。
FIG. 13 of the '484 patent discloses a bracket base having eight recessed discontinuous portions 36 that include molded identification characters 35.
(特許文献2)の図13は、成形された識別文字(character)35を含む8つのくぼんだ不連続部分36を有するブラケット基部を開示している。
U.S. Pat. No. 5,622,494 (the '494 Patent), incorporated herein by reference, discloses several structures, including a spiral-like ridge, concentric rectangles, and a weave pattern.
参照により本明細書に組み込まれる(特許文献3)は、らせん状隆起、同心矩形および織りパターンを含むいくつかの構造を開示している。
Upon being deformed, each structure creates an undercut structure for forming a mechanical bond with an adhesive.
各構造は、変形したとき、接着剤により機械的結合を形成するアンダーカット構造をもたらす。
However, the '494 Patent and the other patents noted above fail to disclose a base structure that includes lettering, symbols, or numerals that are substantially continuous and that functionally serve as texturing to enhance the adhesive bonding surface of, e.g., an orthodontic appliance to a patient's tooth.
しかしながら、(特許文献3)および上述した他の特許は、実質的に連続しているレタリング、記号または数字を含み、かつ、たとえば歯列矯正器具の患者の歯への接着結合面を強化するように機能的に凹凸としての役割を果たす、基礎構造を開示していない。
The present disclosure, amongst other things as described below, addresses these shortcomings.
特に以下に説明するように、本開示は、これらの欠点に対処する。
[0224] In order to adequately bond an orthodontic appliance (having a plurality of characters 94 formed in its base 16 ) to a tooth surface using an adhesive, the surfaces of the base 16 that are parallel to the tooth's surface are preferably relatively rough.
【0139】
(基部16に複数の文字94が形成されている)歯列矯正器具を、接着剤を用いて歯の表面に適切に結合するために、歯の表面に対して平行な基部16の表面は、好ましくは相対的に粗い。
However, if the surfaces of mold 108 corresponding to the base 16 of the orthodontic appliance are too rough, the appliance cannot be ejected from the mold 108 during the appliance's manufacturing process.
しかしながら、歯列矯正器具の基部16に対応する型108の表面が粗すぎる場合、器具の製造プロセス中に器具を型108から取り出すことができない。
Thus, in this separate aspect of the disclosure, the mold 108 is preferably manufactured and processed to have appropriate surficial roughness textures along its corresponding base surfaces so that the molded appliances easily release from the mold 108 .
したがって、本開示のこの別の態様では、型108は、好ましくは、成形された器具が型108から容易に解放されるようにその対応する基部表面に沿って適切な表面粗さ凹凸を有するように製造され処理される。
[0225] Referring now to FIG. 17, a mold 108 is shown having a base that includes mold recessed surface 110(*複数あるが単数形)and mold projected surface 112(*複数あるが単数形), which respectively correspond to the projected surface 90 and the recessed surface 92 of an orthodontic appliance to be manufactured.
【0140】
ここで図17を参照すると、それぞれ、製造される歯列矯正器具の突出面90および凹面92に対応する型凹面110および型突出面112を含む基部を有する型108が示されている。

Preferably, mold recessed surface 110 and mold projected surface 112 have a surface finish of approximately a maximum of 110.8 micro-inches.
好ましくは、型凹面110および型突出面112は、およそ最大約2.81432マイクロメートル(約110.8マイクロインチ)の表面仕上げを有している。
In contrast, preferably the mold character walls 114 of mold 108 that form the generally sloped or perpendicular surfaces between characters 94 and intermediate spaces 96 of bracket 10 are polished.
対照的に、好ましくは、ブラケット10の文字94と中間スペース96との間の略傾斜面または垂直面を形成する型108の型文字壁114は、研磨される。
More specifically, the mold character walls 114 of mold 108 are preferably hand polished to a relatively smooth and polished finish, preferably using a ruby stone, although other means may be employed.
より詳細には、型108の型文字壁114は、好ましくは、好ましくはルビー石を用いて、比較的平滑な研磨仕上げまで手研磨されるが、他の手段を採用することができる。
Upon manufacture of an orthodontic appliance from mold 108 , the hand polished character walls 114 of the mold 108 allow the appliance to be ejected from the mold 108
型108から歯列矯正器具が製造されると、型108の手研磨された文字壁114により器具を型108から取り出すことができ、
because the character walls 98 of the appliance are formed to have a smooth and polished finish that corresponds to the polished mold character walls 114 from which they were formed.
それは、器具の文字壁98が、それらが形成された研磨された型文字壁114に対応する平滑な研磨仕上げを有するように形成されるためである。
Thus, a newly formed orthodontic appliance (e.g., the bracket 10 ) may be ejected from its mold 108 without sticking to the mold 108 and thereby preventing ejection from occurring, or bending or otherwise causing detrimental structural damage to the newly formed appliance during the ejection process.
したがって、新たに形成された歯列矯正器具(たとえばブラケット10)を、型108に貼り付きそれにより取り出しが発生するのを妨げることなく、または取り出しプロセス中に新たに形成された器具を曲げるかまたは他の方法でそれに対して有害な構造的損傷をもたらすことなく、その型108から取り出すことができる。
An ejector pin (not shown) may be used to aid the ejection process, wherein the ejection pin forcibly separates the newly formed orthodontic appliance from the mold 108 by pushing base 16 away from mold 108 .
取り出しピン(図示せず)を使用して取り出しプロセスを容易にすることができ、取り出しピンは、基部16を型108から押し出すことにより、新たに形成された歯列矯正器具を型108から強制的に分離する。
US8628154
As best seen in FIG. 18, contact surface 114 may be grooved or textured to provide additional clamping strength and ground connection.
図18に最もよく示すように、接触面114は溝付きとするか凹凸加工し、追加の締結強度とグラウンド接続とをもたらすことができる。

Also, flange 84 may include uncoated areas 116 to improve grounding between clamp 110 and cross tee 86 .
また、フランジ84には締具110とT形横材86との間の接地を改善する非被覆領域116を含めることができる。














