ロボットの部品を加工する精密板金について。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
以前、日本製の人型二足歩行ロボット(KIROBO)が国際宇宙ステーションに乗り込み将来的に宇宙飛行士のアシスタントロボットとして活躍することを目指して実験を行ったそうです。
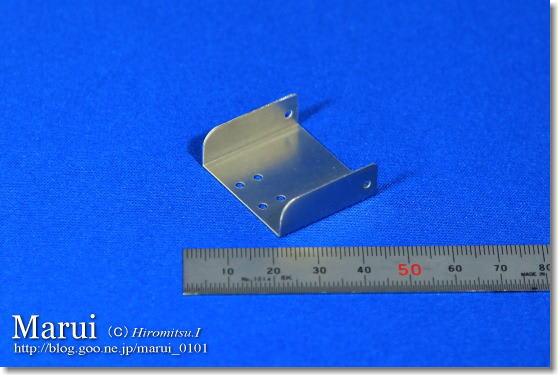
▲ 抜きと曲げだけで加工 (以下も全てロボットの部品)
いずれ日本の技術力の高さを宇宙から世界に発信することが出来れば素晴らしいですね。

▲ アルミの0.5mmを使用して加工
最近はロボットも身近な趣味として自作の二足歩行ロボット同士を戦わせるロボットバトルや学校のサークル活動などでも作られています。

▲ 精密板金ならいろいろな要求に合わせた多彩な加工が出来ます
人の形はしていませんが正確に繰り返し作業を行えるロボットは産業界で広く使われ活躍しています。産業用ロボットにも精密板金で作られた部品が使われています。
おすすめ関連記事:精密板金の丸井工業ブログの「加工」をテーマにしたブログ一覧
☆ブログのランキングに参加しています☆ こちらもご覧ください
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
 e-mail
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
箱(BOX・ケース)やカバーの放熱用穴、パンチング加工とスリット加工について紹介します。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
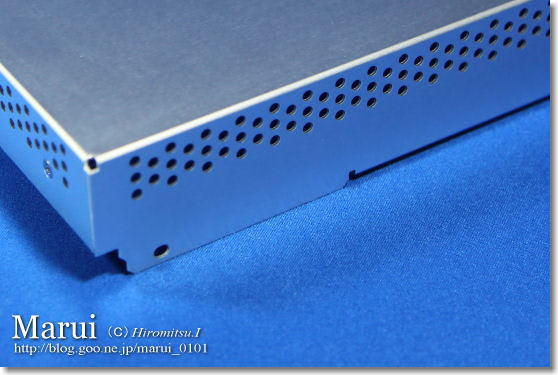
▲ パンチング加工で放熱穴が作られています
アルミ板・ステンレス板・鉄板で作られた箱(BOXやケース)の中から熱を外に逃がす為にはファンやヒートシンク(放熱板)を取り付けます。
▲ アルミ板を使用したカバーです
スペースやコストが無い場合にはカバーやシャーシ(本体)に穴をあけて熱を逃がします。

▲ アルミ板を使用したシャーシです
大きく穴をあけてしまうと箱の中に人の手や異物が入ってしまうと危険です。蓋や本体に小さな穴や長角穴を多数加工することで保護と放熱が可能になります。

▲ スリット加工で放熱穴が作られています
小さな穴を網目の様にあける加工を「パンチング加工」、長角の穴を並べてあける加工を「スリット加工」といいます。どちらの加工も丸井工業が保有している標準金型で加工することが出来ます。(加工範囲や場所によっては多少の条件があります)
おすすめ関連記事:精密板金の丸井工業ブログの「加工」をテーマにしたブログ一覧
☆ブログのランキングに参加しています☆ こちらもご覧ください
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
フロントパネルなど化粧面(体裁面)に出っ張りや穴を作らない位置決めハーフパンチ。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
溶接(スポット溶接)や精密板金部品のネジ止め、リベットを使った組立の位置や角度を決める為にハーフパンチを使うと便利です。
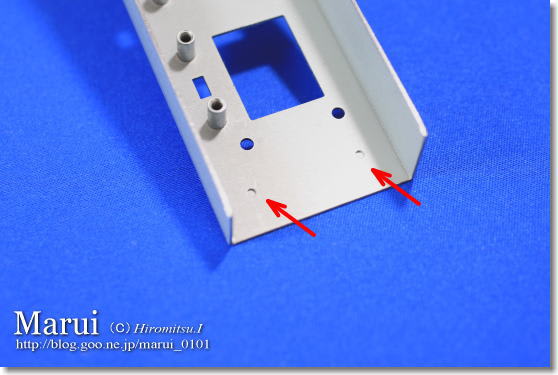
▲ パネル本体の裏側から見た写真です 手前の2か所凹がハーフパンチです
組み立てる板金同士に凹凸を作ることにより治具などを使わずに正確に位置が決められます。また凹凸の位置をずらしてつけることにより誤って別の部品をつけてしまう様な不具合も防止できます。
▲ パネル本体の表面です 裏から出したハーフパンチの凸部を仕上げる事で表面には穴も凸もありません
ハーフパンチは直径2mm~3mm程度の丸型の金型を使って板金(アルミ・ステンレス・鉄板)の板厚に対して約半分まで押し出した処で止めます。取り付ける相手に少し大き目の穴をあけそこに差し込みます。

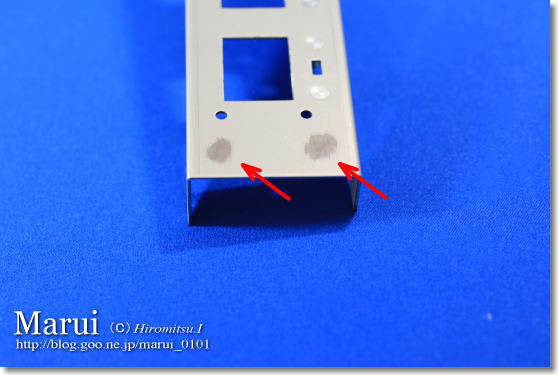
▲ パネルに取り付ける部品です 2か所のハーフパンチ凸部をパネル凹部に差し込みます
ということでハーフパンチはどちらかに必ず穴があくか凸が出来てしまいます。そこで、本体と部品の両方に凸を作り本体側の表面に出た凸を削り平らに仕上げ裏の凹んだ部分に部品の凸を差し込む事により穴も凸も無くなります。

▲ 部品を側面から見ると約板厚の半分程度ハーフパンチが出ているのがわかります
ハーフパンチにハーフパンチを差し込むイメージです。
おすすめ関連記事:精密板金の丸井工業ブログの「加工」をテーマにしたブログ一覧
☆ブログのランキングに参加しています☆ こちらもご覧ください
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
ケトバシを使ったバーリング加工の紹介です。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。

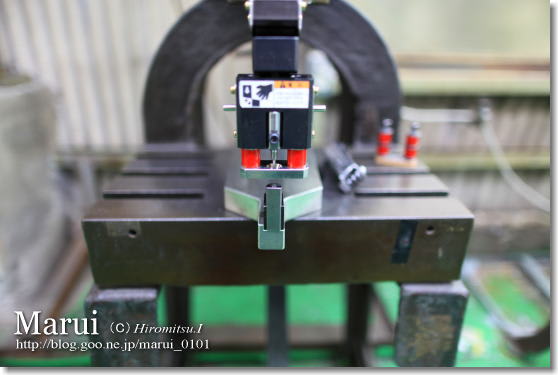
▲ これがケトバシです 左下のペダルを踏み込むと上からケトバシのパンチが降りる仕組みです
バーリングとはアルミ・ステンレス・鉄板の一部分に円筒状の成形を行う加工です。(NCTによる成形加工 丸井工業HPの成型金型CGアニメーションにジャンプします。)
▲ バーリング加工の工具を取り付けるホルダーです 中央の上下に開いた隙間に材料を入れます
NCTによる成形加工は極端にバーリング同士が接近していたり、近くに曲げや他の成型などがある場合は使えないことがあります。
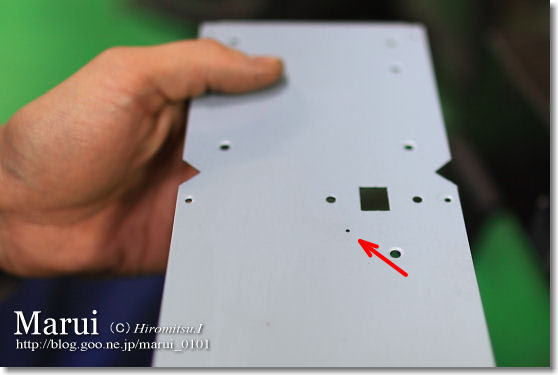
▲ 矢印の先に空いた小さな穴がバーリングの下穴です この穴をガイドにバーリングを加工します
NCTによる成形が難しい場合はバーリングの下穴をNCTで行いその後にケトバシを使って成形をします。
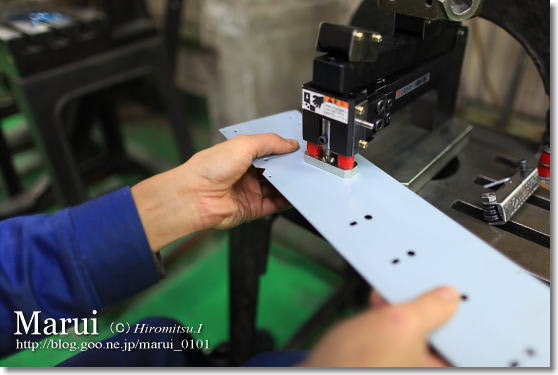
▲ ペダルを踏み込むと上からピンが下穴に入り材料を絞り出す形でバーリングが加工されます
ケトバシとはプレス機の一種で動力はモーターや油圧ではなく人間の足でペダルを踏み込む力によって動きます。

▲ 加工が終わった材料を裏から見た写真です 円筒状にバーリングが加工されています
加工したいバーリングのサイズに合った工具をケトバシに取り付けペダルを踏み込むと上からケトバシのパンチが降りてきてバーリングが完成します。
おすすめ関連記事:精密板金の丸井工業ブログの「加工」をテーマにしたブログ一覧
☆ブログのランキングに参加しています☆ こちらもご覧ください
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)

サムネイル(縮小版写真)で精密板金ブログの写真を一覧することができます
| ・Google画像検索による精密板金の丸井工業ブログ掲載の写真のサムネイル一覧です。このサイトに掲載されている写真のイメージ把握にお使いください。 >>サムネイル(縮小版写真)で精密板金ブログの写真を一覧する |  |