








NC操作フライス盤 XYZ軸ボールねじ グリースアップ方法 半年毎
NC操作フライス盤 PROGRAM暖機運転 、10分間
操作フライス盤 工具長補正と穴あけ加工
包丁研ぎ 蘊蓄(うんちく)編
※1 包丁の動かし方
包丁の刃の形は、細長いもの、分厚いもの、円弧のもの、直線のものと様々です。
刃の形に応じて数箇所に分けて研ぎます。通常刃渡り180mm以内の包丁の場合は、
3箇所くらいに分けて研ぎます。
左手は下の写真のように人差し指と中指の2本か、薬指を入れた3本をそっと刃に当てます。
両肩の力を抜いて、あなたの付けたい刃の角度で刃を前後させてみましょう。
砥石に擦り付けてゴリゴリ削るという感じではありません。
砥石の上の水たまりに浮遊する泥状の砥粒が、刃と砥石の間を転がって磨かれるという感じに近いです。
砥石の表面に凸凹を作らないように、砥石の全長に渡ってストロークさせてください。
思うように刃が削れていかないのは、力が足りないのではなく、砥石の目が細かいのが原因のほとんどです。
もう少し荒い砥石からを刃研ぎしてみてください。
包丁の状態はどんな状態でしたか?
切れ味の見方で刃先がつるつるだった方は、300~400番の粗い砥石から始めてみてください。
ひとまず30回ほど前後させたら、包丁に付いた砥粒を洗い落として刃先を観察してみてください。
砥石と接触していた部分の刃に変化があることでしょう
※2 研ぐ時の力加減 押して研ぐ、引いて研ぐ?
荒砥石では力強く・中砥石ではカステラが変形するくらいの・仕上げ砥石ではパンが変形するくらいの力で
砥石に押さえつけて前後に研ぎ始める。
ただし、刃の方向に研ぐ時は力を抜いて、砥石に触れている程度の力にする。
これは、仕上げに近づくほど刃先は鋭利なのに、砥石は柔らかくなっていくため、僅かにでも刃角が砥石側に
深くなると砥石を掘り返ししまうから、力を入れ過ぎて研いではいけない。
押すとき力を入れる、それとも引くとき?
例えばヤスリは、通常押すときに力を入れ、引くときは力を緩めます。
これは、ヤスリの刃の向きが、そういう方向で付いているからです。
ヤスリの刃をよく見ると分かります。もし、逆に引くとき力を入れたなら、よく削れないばかりか、道具の寿命を
縮めてしまいます。砥石の場合、刃の方向は関係ないので、力を入れる方向もありません。
包丁を持つ右手の固定に気をつけて、肩の力を抜いて、砥石の全長を使って、刃のどの部分が当たっているか
想像しながら、砥石の上が常に濡れているのに注意して、砥石の表面を平らに保つように研いでみてください。
研ぐ時間は
砥石の上を走らせる回数や時間は、包丁の刃の状態によって変わってきます。
刃こぼれなどが生じている場合は、それがなくなるまで荒砥で十分研ぎます。
粒度の荒い砥石の方が短時間で多くの刃を削り落とすことができるので、荒砥と中砥の使い分けでも研ぎ時間
が当然違ってきます。研ぎの熟練によっても違いますが、プロの研ぎ師なら1本砥ぐのに15分くらいで終わらせ
てしまいます。初めての方なら30分くらいで切れ味がもどるのではないでしょうか。
荒砥ぎでは、必要以上に刃を擦り減らさないように心がけてください。きっと、道具は長持ちするでしょう。

 ※3 なぜ研ぐ際に水を使うのか、 砥汁(とぎじる)で研ぐとは
※3 なぜ研ぐ際に水を使うのか、 砥汁(とぎじる)で研ぐとは
包丁の材質である鋼は、鍛造して成形したままではあまり硬いものではありません。
およそ800度の温度で焼かれ、急激に冷やされることで、鋼の組織は変化して非常に硬くなるのです。
この加熱と急速冷却の作業を「焼き入れ」という。
ところが、包丁を研ぐ際に水をかけない乾式研ぎを行うと、砥石と包丁の摩擦熱で刃先の温度が上がり、
すぐに焼きが戻ってします。刃の命でもある“焼き”が戻ってしまったら、もう死んだも同然。
その刃物は使えません。つまり水をかけるのは冷却するためです。
さらに水を使う理由は、刃物は砥石で研いでいるのではなく、研ぎの最中に出てくる砥汁で研ぐ。
正しい研ぎ方によって研いでいくと、黒っぽい泥状のもの(砥)が出てくる。
これは砥石の主成分である砥粒が、刃物と擦れることで石から取れたもので、研ぎは“刃物で砥石を削る”
と言うより、この砥汁に含まれる微粒子によって研がれていく。この砥汁が刃物と砥石との間で擦れる間に、
より細かくなり、その砥石の荒さよりももっと細かい研ぎができる。
中砥の仕上げ・仕上げ砥では、この砥汁での研ぎが非常に重要である。
※研汁が多すぎると目が詰まって研げなくなってしまうので、適度に洗い流す事が必要。
※例えば、中砥の砥汁を洗い流した水を使って仕上砥で研ぐと、仕上砥の細かい粒子の中に、
それよりずっと 大きい中砥の粒子が混じることになり、刃物の仕上げ面に目立つひっかき傷がついたり、
いつまでたっても鋭利に仕上がらないようになる。
砥石からの砥汁は、それより細かい砥石に触れないように注意する。
※砥汁の出やすい砥石(=軟らかい砥石)の方が良く刃を削れるため、初心者には向いている。
また、砥汁の出やすい砥石で研いだ方が、刃の表面がきれいに均一に仕上がる。
しかし、砥汁の出やすい砥石は、砥石の減るのも早い。
※4 砥石について、 砥石の粒度・手入れ
砥石は、次の3種類を用意して下さい。
・「荒砥石」 粒度 # 200~600 (刃かけ・刃こぼれ修復用)
・「中砥石」 粒度 #1000程度 (主に切れ味の回復用)
・「仕上砥石」 粒度 #3000~ (さらに切れ味を高める仕上用)
砥石はホームセンター等で購入できます。
人造砥石が一般的で、荒・中・仕上げ砥石3本で1万円程度です

※5 面直し(つらなおし)
砥石は使っているうちに研ぐ面が凹んできます。
定期的に「面直し砥石」で平坦にする修繕が必要です。
歪んだまま研ぐと研ぎむらが出来たり、刃が傷付く恐れもあります。
砥石は平らでないと正しい研ぎが絶対に出来ない。
刃物研ぎを行う前に、限りなくまっ平らな面であることが理想。
(効果) 砥石を平らのすることと、砥石の目立て(砥材を出す)効果もある。
(一番メジャーな方法) 塀や壁などに使用される、ブロックを使用して、面直しを行う。
砥石を3分間ほどバケツで水を含ませ、ブロックに砥石を押し当てて削っていく。
たまに砥石の表面を確認しながら、全体的に砥石が削れていれば終了。
最後に、砥石どうしを併せて、表面にできた大きな傷が消えるように擦り合わせる。





※6 切れるか、切れないかの見極め
まず、これから研ぐ刃物が本当に切れないのかどうか、切れ味を調べなくてはなりません。
切れるのに研ぐなんて、これこそ無駄なこと。しかし、残念ながらほとんどの人が、この方法を知りません。
例えば、この判断が出来ないと、既に刃研ぎが完了しているのに気づかず、更に研ぐという無駄が生まれる
可能性もあります。簡単ですので、是非覚えてみてください。
見分け方
①爪の上に刃をのせる 切れない刃は、爪の上をツルツルと滑ります。
切れる刃は、爪に引っかかります。
②紙を縦に切ってみる。軽く切れればOK、切れなければ研いで下さい。
③少し難しいですが、髪の毛で引っかかれば刃が研げています。



①の要点:親指の爪の上に刃を滑らせる。
右手に包丁を持ち、左手の赤線上に刃を当てます。
刃をそっと当てます。 角度は、刃の厚さ、片刃、両刃で変わります。
爪の上をそっと滑らせます。右手は力をほとんど入れないで、
刃の重さだけで爪の上に置くという感じです。
刃が滑ると切れない、切れる刃は滑らないで引っかかる。
※7 両刃と片刃 (モロハ・リョウバ と とカタハ)
両刃の場合 表裏 6:4くらいの割合で研ぐ。
片刃の場合 まず刃のついている表面(斜面)を研ぎます。
「刃返り」が出てきたら、裏面を砥石に平らに当てて、
両面交互に軽く研いで「刃返り」がなくなれば完了。


両刃 片刃
両刃(モロバ:一般家庭にあるような万能包丁など。両面から刃角を付けてある。)
刃が肉厚なので、刃の耐久性・持続性が良く、切れ味が衰え難い。
硬い材料でも刃がこぼれしにくく、切れ味の悪化しにくい。また、まっすぐに切断しやすく、
刃が対象物を対象に押し広げる形に食い込んでいくという事から、素材を“摩擦力で切る”と言うより、
“切り離す・切断・切り裂く”という用途に適してい る。
その反面、片刃に比べて切れ味に劣り切断する素材の繊維も壊れやすい。
研ぎにくい。
片刃(カタハ:和包丁、切り出しナイフ、ノミ、カンナなど。片面だけから刃角を付けてある)
両刃に比べて切れ味が良い。“擦りながら切る”という感覚で、摩擦力を重視して素材を切断する。
対象物に対して刃体は直角に進む事になるので、削る・削ぎ 落とすといった用途に適している。
素材の繊維が壊れにくく、切り口も鮮やか。切れ味を最優先しており、両刃に比べると刃の部分が
鋭角なため、切れ味は良いが、刃先が薄く、刃の持続性、および耐久性が劣る。
また、切るときにやや斜めに切れ込む癖がある。
研ぎやすい
サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください
 どんな包丁でも使っているうちに食品との摩擦やまな板に当たる衝撃により、
どんな包丁でも使っているうちに食品との摩擦やまな板に当たる衝撃により、
刃先が磨耗し切れなくなってきます。
切れない包丁を無理に使っていると危険です。一度、包丁を研いでみませんか。
何度か研いでいるうちに上手になります。包丁は研ぐことにより本来の切れ味がよみがえります
包丁研ぎ 実践編
1)10分程、砥石全体を水に浸して、気泡が無くなるまで砥石に水分を含ませる。 図1
2)安定した場所に濡れタオルなどを敷き、砥石が動かないよう固定する。
または、流しに収まる専用の砥石台を作りその上で研ぎを行うと便利です。 図2
3)砥石面の中央が凹みになっていたら面直しをする。 図3



図1 砥石を水に浸す 図2 砥石を安定 図3 砥石の面直し
4)刃先を手前に向け、包丁の柄をしっかりと握ります。 握り手の親指で包丁のハラ(刀身)
を押さえ安定させる。 反対の手も図の様に、ハラに軽く添える。 図4
包丁の先端から刃元までが砥石におさまる様に構える。
5)砥石と刃の角度は15度くらい(10円玉 1~2枚程度)に保つ。 図5
または、砥石の上に水を張り、これから研ぐ刃の面をベタに砥石に当てます。
次にゆっくりと刃を起こします。刃先が砥石に触れた瞬間、水は刃の下から外へ飛び
出してきます。この角度を柄を掴んでいる右手で覚えて固定します。
家庭用の両刃の包丁、三徳包丁や菜切包丁は、刃と砥石の間に十円玉を2枚を 図6
挟んだくらいの高さがこの角度だといわれています。
あとは砥石の上を滑らせて研ぐだけです



図4 包丁の持ち方 図5 砥石と包丁の角度 図6 十円玉を2枚
6)研ぎは力を入れずリズムよく、砥石面を大きく使って手前から奥へ押し出す様に動かす。
奥から手前に戻すときは、力を入れずに軽く引く。
包丁を研ぐ際は、無理に力を入れないこと。
無理に力を入れた場合、手元がぶれ刃で怪我をする場合がある。
この作業を繰り返し行う。 砥汁が多くなれば適度に水で洗い流す。 図7



図7 包丁の研ぎ方・動かし方
7)研ぎ具合の確認:刃先に指を当ててみる。 図8
8)うまく研げていれば、刃先に「返り」という金属の膜ができる
ザラっとした感触のひだがつく。 この返りが刃先全体に均一につくまで研ぐ。 図9
9)「返り」ができたら反対側の面を研ぐ。 図10
握る手を反対に持ち替え、刃先は手前にくるようにする
刃欠けがある場合は、以上の作業を荒砥から始め、中砥、仕上げ砥の順で仕上げていくとより
鋭い刃付けとなる。 通常は、中砥、仕上げ砥の順でよい。研ぐの時間の目安は、5~10分


図8 刃の確認 図9 返り 図10 反対側の面は軽く
10) 試し切りをしてみましょう。包丁の水気を切って新聞紙1枚を切ってみてください。
途中で止まらず、10cmほど軽く切れれば、研ぎはできています。
一部で刃が立っていないところでは引っかかりうまく切れません。
または、親指の爪に刃を軽く乗せ横に滑らなければ刃が立っています。 図 11
何度か研いでいるうちにコツをつかむと思います。研ぎ終わった包丁は、
水洗いし汚れを落とします。お湯をかけると乾きやすくなり殺菌効果もあります。
最後に、乾いた布でしっかり水分をふき取ってください。


図11 試し切り・切れ刃の確認
11)次回の研ぎのために砥石を平らな状態に直しておきましょう。 図 12
砥石は使っているうちに真ん中の部分が減り、反った状態になります。
少し面倒ですがこうしておくと次回の包丁とぎが楽しみになります。


図12 面直し
サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください
包丁の種類と用途
1.和包丁
軟らかい地金に鋼を付けた物が主。全鋼の物もあります。
◎薄刃包丁→主として野菜類に用います。切る、きざむ、剥く、割る、そぐ、等の使い方をします。
◎出刃包丁→主として魚、鳥、の下ごしらえに用います。魚の三枚下ろし、鳥の解体等、骨のある
ものを切ったり叩いたりします。
◎刺身包丁→骨の無い上身、極く細い小骨のある魚等の刺し身を作る場合に用います。
又、小魚の三枚下ろし、牛肉、鳥の笹身等を切る場合にも使用されます。
◎汎用包丁→文化型、三徳型等のことで薄刃、刺身に用いますが出刃の用途には適しません。
◎特殊包丁→一目的専用の刃物で主として業務用。鱧の骨きり、鰻裂き、寿司切り、鮪切り、
けん剥き等があります。
2.洋包丁
全体が鋼又はステンレスで出来ています。
◎牛刀 →肉切り用で18cm~36cm位の長さがあります。
◎ペティナイフ→牛刀型の小形(12~15cm)のもので皮剥きや細工に用います。
◎特殊洋包丁→冷凍切り、チーズ切り、サーモンスライス等があげられます。
3.中華包丁
幅広の両刃包丁
4.その他
◎ 料理用鋏、鰹節削り、皮剥き、栗皮剥き鋏、パン切り等
サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください
包丁の素材について
一般に白鋼、青鋼と呼んでいるのは、日立金属安来工場で作られている刃物鋼のヤスキハガネ白紙(しろがみ)、
青紙(あおがみ)という。白紙鋼は1~3号、青紙は1号2号とスーパーが有る。
号数は炭素量を表し、1号は1.2~1.4% 2号は1.0~1.2% 3号は0.8~0.9%含んでいる。
硬さは炭素量に比例するので同じ号数ならば硬さも同じです。
高純度の炭素量1%以上の鋼は焼き入れが難しいので白紙1号.2号に0.3~0.5%のクロームと1.5~2%の
タングステンを添加して焼き入れ性を向上させたのが青紙です。
青紙スーパーは炭素量1.4~1.5%の青紙にタングステンを1%増やし0.4%程度のモリブデンとバナジュウムを
添加したものです。
合金元素が高価なので青紙の方が鋼材も製品も値段は高いです。
日本刀の素材について
日本刀は砂鉄を木炭で還元、精錬した和鉄が原料です。
たたらで作った玉鋼が多く使われますが、砂鉄から鋼や銑を自家製鉄したり昔の古鉄から鋼を作り、作刀している
刀匠も多くいます。
堺の標準的な和包丁の素材
地金・・・-炭素量0.1%以下の極軟鋼
刃金・・・-炭素量0.8%以上の炭素鋼(白紙、青紙)
サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください

堺和包丁の作り方
堺の標準的な和包丁の作り方です。
素材
地金・・・-炭素量0.1%以下の極軟鋼
刃金・・・-炭素量0.8%以上の炭素鋼(白紙、青紙)
--------------------------------------------------------------------------------
鍛造工程
1) 刃金切り 包丁の形、寸法に応じた大きさに鋼を切り取る
2) 仮り付け 地金の上に刃金をのせ、約1000℃に加熱、鎚打ちを加え鍛接する
3) 半 形 鍛接したものを再加熱し鎚打ちにて大体の形を作り切り落とす
4) 中子取り 柄の中に入る部分を作る
5) 先延ばし 全体を所定の形態に打ち延ばす
(焼き鈍し、又は焼き均しをして常温迄冷却する)
6) 荒打ち 表面の酸化膜を除去したものをハンマーで叩き刃金面を平滑にする
7) 裏梳き 刃金面を研削する
8) 均し打ち 平滑な鎚で叩き、裏の曲面を作り又、捩れ等を調整する
9) 切断整形 ゲージに合わせ、切断し周囲を整形する
10) 仕上げ 周囲をグラインダー、ヤスリ等で削り仕上げる。所定の刻印を打つ
11) 熱処理 800℃位に加熱した上、水で急冷し焼入れをする。
用途に応じた温度で焼き戻しをする(歪み直しをして鍛造工程終了)
刃付け工程
1) 荒研ぎ 回転水砥石で刃の部分を薄くする
2) 本研ぎ 回転水砥石で全体を研磨する
(各工程の間に歪み直しをし、絶えず真っすぐにする)
3) 仕上げ研ぎ バフで全体を磨き化粧を施した後、仕上げ砥石で刃をつける
(仕上げには.ぼかし.改良.かすみ.等の種類がある)
4) 柄付け 銘切りをして完成(主に問屋がする)
--------------------------------------------------------------------------------
以上が堺打刃物の製造工程の概略です。



サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください
 ← 図上で、クリックすると拡大します。
← 図上で、クリックすると拡大します。
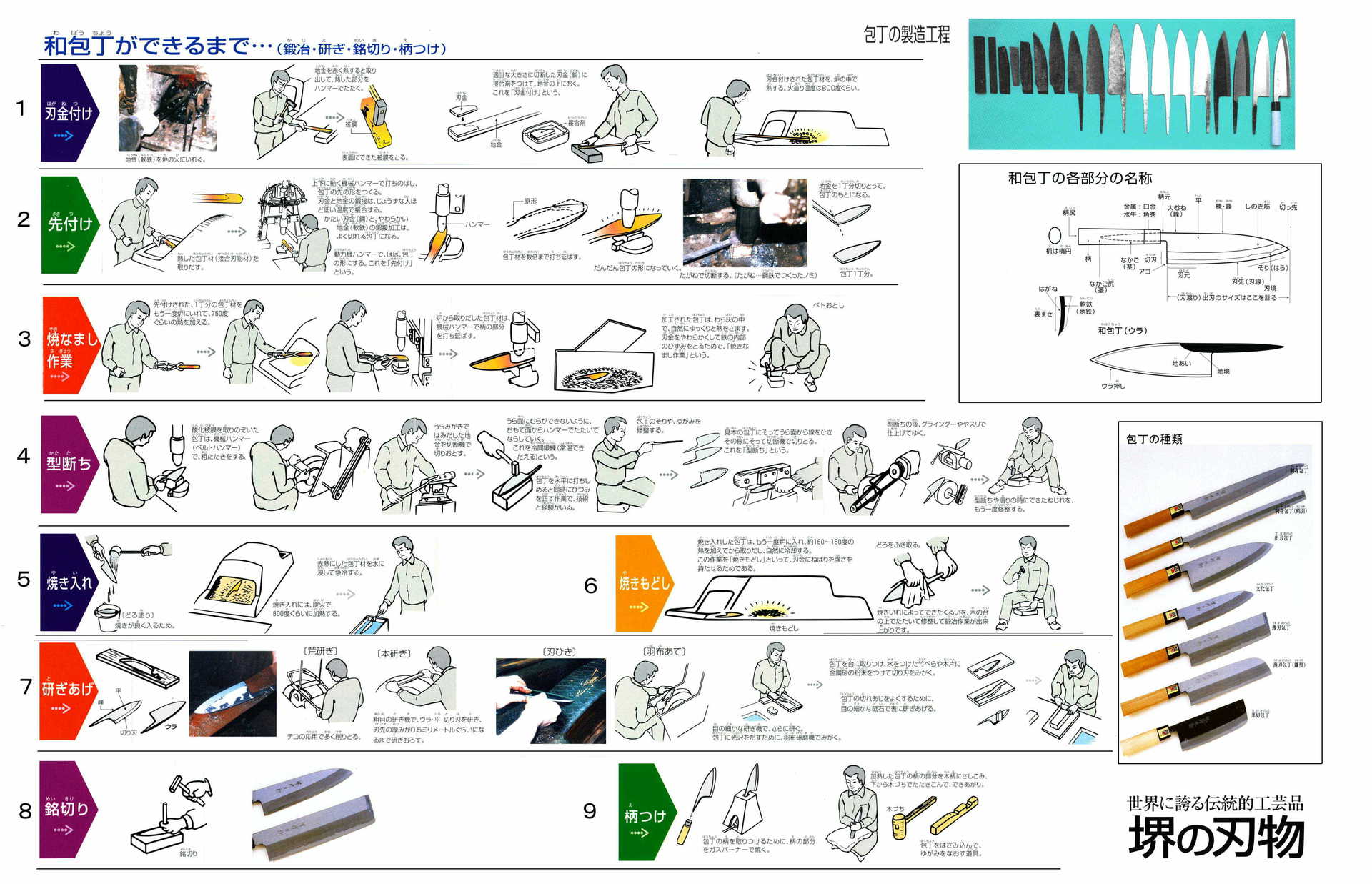
包丁づくり 導入編
堺打刃物について、刃物産地、包丁の種類、合わせ包丁、包丁の構造、包丁の製作工程について
画像で分かり易く説明します。




サランヘヨ登山のブログを見ていただきありがとうございます。
![]() ← 最後に、クリックしてください
← 最後に、クリックしてください