









![]()

八 佾 はちいつ
ことば-------------------------------------------------------------------------
この篇は、礼をテーマとする章を中心として編集されている。
「夷狄の君あるは、諸夏の亡きがごとくならざるなり」(5)
「なんじはその羊を愛しむ。われはその礼を愛しむ」(17)
「成事は説かず。遂事は諌めず。既往は咎めず」(21)
「天下の道なきや久し。天まさに夫子をもって木鐸となさんとす」(24)
--------------------------------------------------------------------------------
2 魯の三人の実力者が、自家の廟で、祭祀の終わったあと雍の曲を奏しながら祭器をおろ
した。孔子はそれを非難した。
「歌詞をよく見るがいい。。"介添えするは諸侯たち 天子は在ます おごそかに"とあるで
はないか。これが陪臣ふぜいの家廟で奏してよい曲か」
〈三人の実力者〉 前章の季孫氏と、仲孫氏(孟孫の名でも呼ばれる)、叔孫氏の三家。魯
の桓公の子孫で、三桓と呼ばれ、世襲家老の家柄である。前出の孟慾子、孟武伯、父子は仲
孫(孟孫)氏。
〈雍の曲〉 『詩経』周 頌篇にある。これを奏するのは、周の天子の礼とされる。


【エネルギー通貨制時代 74】
”Anytime, anywhere ¥1/kWh Era”
 Feb. 10.2019
Feb. 10.2019
Microstructured hybrid beam made of magnesium and short glass-fiber reinforced plastic (PP-GF30).
【再生エネ製造篇:最新複合材接合技術】
● 接着剤なしのボンディング技術
昨年3月22日、オランダのフラウンホーファー研究所は、異なる特性の材料を接続する新
しい工程を開発したことを公表。それによると、熱直接結合は、レーザ構造化金属と熱可塑
性コンポーネントを押しつけ、それらを局所的に加熱する。これにより熱可塑性物質が溶け
て構造物に浸透し、表面に固着する。特殊開発の接続ガンが、数秒でしっかりした接続を実
現する。”HeatPressCool-Integrative” (HPCI)プロセスは、複雑な接着プロセスの置き換えに
最適である。有機/無機(金属/非金属)の微塵加工技術はネオコンバーテックの必須条件。
近年の「軽薄短小大安」構造は、金属とポリマーの組合せが必要になる(無機半導体以外)。
また、効率的なプロセスチェーンが必要とされ、特殊負荷に適合する前処理や結合技術を行
う産業生産での利用にある。プロセスシミュレーションや特性評価用のツールも重要な役割
を果たす。新しいフラウンホーファーIWSの開発は、このような要求に応えている。HPCIプ
ロセスは、接着での多年の経験と、レーザ遠隔技術分野の最新の技術開発とを組み合わせてい
る。 Spot welding gun.
Spot welding gun.
同研究チームは、自ら定めた、直接的にピッタリと結合する生産的なソリューションの開発
目標を達成した。熱可塑性物質と金属は非常に異なる物理的特性、たとえば融点や熱膨張係
数など、を持っているので、2つの結合相手間の接着力を最適化することは特に重要である。
このため、IWS研究チームは、1秒に最大30平方センチメートルの面積率と百マイクロメー
トル以上の構造深度を生み出すレーザアブレーション工程を開発。同時に、ポリマーと金属
が積極嵌合するように、後で浸透するポリマーが、生成された構造を埋めることができる。
(Bonding without adhesive - Fraunhofer IWS, 2018.)
実際の結合プロセスは実にシンプルである。予め構造化された金属結合対象をポリマーに押し
つける。同時に、金属が結合部で加熱され、熱可塑性物質が部分的に溶ける。このプロセス
を産業利用に適合させるためにIWS研究者は、、スポット溶接ガンの代わりにロボットアーム
にマウントできるモジュラー設計の接続ガンを開発した。特別な難題は、金属結合対象の均一
な加熱にある。誘導加熱に加えて、レーザ加熱は同様に十分なソリューションとなる。2Dレー
ザビーム振動の利用により、非常に高速のビームの動きと制御が可能になる。このやり方は、
結合部分の固有の放熱条件を補償するために温度場を動的に調整する。
Metal with thermoplastic fiber composite components
産業および研究パートナーとともにフラウンホーファーIWSは、複雑な技術デモンストレータ
ーを用いて開発した方法を評価した。研究チームは、軽構造の潜在性を実証するために、純然た
る溶接された建築用鋼材を、オルガノシートと金属カバープレートでできた多材コンポーネン
トで置き換えた。熱ダイレクト結合に加えて、研究チームは、金属とオルガノシートとの間でウ
エブスリットデザインで形状フィット接続も生成した。基礎研究は、熱ダイレクト接続は、多材
料とコンポーネントデザインに適していることを示した。特に、工程時間が短く、ロバストなプ
ロセス制御、優れた自動化機能のためである。
● 多機能複合材料用レーザプロセス
2月18日、同研究所は、複合材料は異種材料の利点を兼ね備え、軽量構造で大きな可能性
を引き出せる。3月にパリで開催されるJECワールド2019では、複合材料の効率的な製造と加
工のための幅広いレーザー技術を公表。アーヘン総合軽量建築研究所AZLの共同ブースへの
訪問者は、接合および切断プロセスならびに表面構造化についての観察できる。特に既存のプ
ロセスチェーンへの統合という観点から、複合材料の経済的な接合、切断、切除または穴あけ
用レーザープロセスを研究開発。フライス削り、のこぎり切断、ウォータージェット切断な
どの分離技術の機械的プロセスが展示された。
● 超軽量応用のためのマグネシウムの微細構造
プラスチックおよび金属はそれぞれ、展性、強度または熱伝導性などの特定の特性を有し、
それらすべてをハイブリッド構成要素に組み合わせることができる。しかし、これらのハイ
ブリッド化合物の製造には、金属表面を前処理する必要とする。例えば、CWレーザーを用
いた微細構造化や超短パルス(USP)レーザーを用いた微小構造化、もしくはナノ構造化
や異なる機械で実現する。最も軽量の金属製建築材料のマグネシウムは、特に高い熱伝導率
が特徴。フラウンホーファー研究所らの研究グループは、マグネシウムを微細構造化のレー
ザープロセスを開発。
このプロセスでは、シングルモードファイバーレーザー(波長1064 nm)は、毎秒1000 mm2
までの面積率でマグネシウム表面に精密なアンダーカットを発生させます。これらのアンダ
ーカットは、その後のハイブリッド射出成形プロセスにおいてプラスチックで充填できる。
短ガラス繊維強化プラスチック用に、最大22.4 MPaまでの高い引張せん断強度を持つハイ
ブリッド接続を開発。コンポーネントは軽いだけでなく、同時に耐久性があり、接着剤をが
不要。プラスチックの選択/制約はほとんどなく、原則として、射出成形に使用されるすべ
ての熱可塑材料が適用できている。コンポーネントを互いに接続し、機能統合の幅広い可能
性を提供でききる。
Trimming of a hybrid car roof bow made of glass and
carbon-fiber reinforced plastic.
● 複合材料のやさしい切削加工
レーザーを使用して熱可塑性複合材料、特に炭素繊維強化プラスチックを切断する場合、プ
ロセス設計は一般に、可能な限り最小に熱影響に抑えるこを目的とすると同時に、生産的で
短い加工時間を維持する必要があり、切断経路に沿いレーザービームを繰り返し高速スキャ
ンすることで、材料が容易に連続除去される。レーザー出力、走査速度、および走査間の冷
却時間は、熱影響部と処理時間に影響、これらのパラメータを最適化し、材料に最適設定す
る───これは、材料混合物で作られたハイブリッド部品の場合にはコンポーネント内でも
適用できる。たとえガラス繊維や炭素繊維で強化されたプラスチックのように多種多様な材
料を分離する必要があっても、互いの上に積み重ねられていても、ビーム品質に優れた高出
力レーザーによる切断はワンステップで処理できる。

USP laser beam drilled carbon-fiber preform with a star-
shaped hole and positive-fit metal insert.
● 生産的CFRP部品製造のためのレーザ穴あけ
軽量の分野では、CFRP構造部品への機能要素の統合は、ねじ切りインサート、例えばねじ
山を介して行われることが多い。自動車および航空機産業における部品のプリフォームこの
目的のために、インサートは形状適合的に機械的に穿孔された構成要素に配置され、次いで
接着される。接合部の品質と強度は、穴あき積層板と接合部の精度に大きく機能要素が依存
する。未含浸の炭素繊維織物がUSPレーザー照射で穿孔され、その後、形状適合的に挿入
されると、特に耐久性のある高品質の配合物が形成される。レーザースキャナーはまた星形
の穴のような要求の厳しい穴あけ輪郭を形成すること、そしてそれ故に負荷に適応したイン
サートの統合を可能にする。後の注入プロセスでは、マトリックスはカーボンファイバーと
インサートの間の接着剤として機能し、追加の接着剤が不要になる。このように、USPレー
ザー加工により、プリフォームと強化されたCFRP部品の両方を高品質で加工ができ、プロセ
ス時間は通常数秒から1分で、高レベルの自動化もCFRPコンポーネント製造のプロセスの生
産的用途を支援する。
Feb. 1, 2019
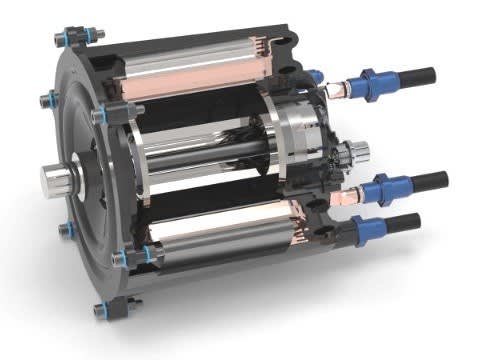
【電気自動車軽量化事業篇:高分子材料製の直接冷却式電気モータ】
電気自動車の軽量化には、モーターの軽量化も含まれます。 その1つの方法は、繊維強化ポリマ
ー材料で構築。 フラウンホーファー研究所らの研究グループはモーターハウジング材料として使用
できるようにする新しい冷却コンセプト開発している。 冷却コンセプトだけでなく、また、、最先端技術
と比較しモータ電力密度と効率を大きく改善させることも目標としている。 Feb. 6, 2019
Feb. 6, 2019
【ポリマーの微細構造体を速く正確に製造方法】
また、同研究所はは、ステレオリソグラフィ (SLA)またはデジタル光処理(DLP)と多光子光重合
(MPP)を組み合わせることで、高精度かつ低コストでポリマー構造体を製造できる機械を開発。 波
長365 nmの高性能LEDとリソグラフィ-用HD解像度 のDLPチップを持つこの機械を使えば、サブ
マイクロメーターレベルの解像度でポリマー構造体を作製できる。ステレオリソグラフィと多光子光
重合を兼ね備えたこの機械は、1つのプロセスにおいて必要に応じ露光装置を選択することで、そ
れぞれの長所であるスピードと精密さの両立。細胞足場材やマイクロ流体システムなど、生物医学
ほか様々な分野での応用が実現する。 Jan. 31, 2019
Jan. 31, 2019
【超高速レーザーをさらに速く】
ピコ秒からフェムト秒の超短光パルス(USP)のレーザーは超高速レーザーと呼ばれ、アブ
レーションや切断において精密な加工を施します。近年、機能・性能を高めている超高速
レーザー、高出力レーザーおよび高効率プロセスの面ではまだまだ改良の余地がある。フラ
ウンホーファーが欧州委員会の助成を受けて開発。レーザー光源1kW のプロトタイプでは、
レーザー光は、60パターンのビームレットに変換され、それぞれのビームレットは個別に
オン/オフにすることができる。 今後、産業化に向けて数々の試験が行われますが、最終的
には現在使われている標準的な超高速レーザーの百倍ほどのスピードを持つことになる。加
工スピードのさらなる向上により、製造の個数を増やすことはもちろん、大きな表面の加工
や機能化にとっても可能性が広がる。
【関連特許】
❑ JP 2018537289A 10205417 B2 接合区域の領域において2つの構成部分を
少なくとも1つのレーザービームによって接合する方法ならびに連続した接合シ
ームを形成する方法
【概要】
2つの構成部分(1,2)、すなわち第1の構成部分(1)と第2の構成部分(2)とを接合区域
の領域において、少なくとも1つのレーザービームによって接合する方法。第1段階において、前
記第1の構成部分(1)を溶融させ、このとき第1の構成部分(1)において溶融した材料(9)
から溶融ナゲットが形成される。第2段階で、第2の構成部分(2)の方向で前記溶融物に少なく
とも1つの圧力パルスを付与し、この圧力パルスは、前記溶融ナゲットがこの圧力パルスにより接
合ギャップ内へと転移し、この接合ギャップを橋渡しし、第2の構成部分(2)に接触するまで付
与され、溶融ナゲットのこのような接触により、第2の構成部分(2)へのエネルギ伝達が行われ
、第2の構成部分(2)へのエネルギ伝達により、第2の構成部分(2)の上面は第2の構成部分
の溶融温度に達し、溶融膜が形成されるような温度推移が生じ、熱進入深さは、所定の深さにおい
て、第2の構成部分(2)が損傷される損傷温度が超過されないように調節される。さらに、連続
的な接合シームを形成する方法が記載されている。

❑ 特開2018-32053 光学装置およびその製造方法ならびにレンズを偏位させる方法
【概要】
硬化性材料から形成された光学構造は、例えば特許文献1からも知られる通り、環境温度の変動に
応じてその特性が変化する。したがって、ポリマーレンズは、温度の変動に応じてその大きさが変
化して、その光学レンズの屈折率と曲率もまた変化する。この結果、カメラやプロジェクタなどの
光学装置は、その撮像性能および/または像再生品質が変動するものである、ということになって
しまう。
変動する像再生品質および/または撮像品質を補償するために、光学装置に用いられるレンズおよ
び/またはレンズ群は、その光学装置の焦点距離の熱誘起変動を補償するよう再調整される。この
ためには、可動コイルドライブ、圧電モータドライブまたはその他モータドライブなどのような駆
動装置が用いられる。また、レンズ曲率の変動を可能とする液体レンズも用いられる。しかしなが
ら、これらの手法は、光学システムの焦点距離を能動的に調整することを常に必要とするレンズお
よび橋渡し部材を有する光学装置において、接着剤が橋渡し部材と光学構造との間に配置され、接
着剤が、硬化処理後に、光学構造を参照面に対して所定の向きとする。レンズと橋渡し部材の少なく
とも一部の層が、同じ材料により形成されることで、温度変動により生じる光学特性、特にレンズ
の焦点距離の変動に、自律的かつ追加的アクチュエータとは独立に対抗することのできる光学装置
を提供する。
❑ 特開2017-104541 流体を皮膚中または皮膚下に適用するための自由噴流
投薬システム
【概要】
皮下適用は、最初に物質を皮膚下に、すなわち、例えば、結合組織または脂肪組織中に適用
することに関係する。物質を筋肉組織または血流中に適用することも、この一般的定義によ
って包含される。薬または薬剤を投与することは様々な方法で行われ得る。ピルまたは液体
を経口的にとることが最も普及しているが、さらなる例は、肛門的に適用される坐剤、肺を
介した吸入、点眼、皮膚に軟膏を適用すること、静脈内注入による全身投与、シリンジによ
る皮下適用または埋込み可能な薬剤投薬システムである。ペプチドまたはタンパク質のよう
な高分子は、ピルを通して投与され得ないが、注射[1]によって投与され得る。
インスリンを投与することがそれの一例である。現在、インスリンの皮下適用は、針によっ
て刺されること、および痛みを伴う。特に中国、インドまたはブラジルのような国では、食
習慣の変化に起因する糖尿病が急速に広まっているが、先進国でも、とりわけ人口統計的変
化に起因する糖尿病が広まっている。現在の市場分析によれば、(インスリンなしの)「イ
ンスリン送出デバイス」の市場は、現在の87億8千米ドルから2019年における138
億米ドルに増加している[7]。特に糖尿病の治療では、吸入によってまたは(カプセル化
によって)経口的にインスリンを投与することが過去数年にわたって調査されたが、これら
の方法は市場における受容を得なかった。その原因は、とりわけ、代替方法の不十分な投薬
精度(または生物学的利用能)であり、皮下(または同じく静脈内)注射のみによって、血
流に達するインスリンの量が正確に規定され得ることである。しかしながら、注射は痛みを
伴い、インスリンを投与することに患者が能動的に寄与することを要する。
現在、いわゆる「ペン」が普及しており、インスリンのプリセット量が、ばねラッチングに
よって、針を介して患者に自動的に注射される。しかしながら、これは針による突き刺しを
1日に数回要し、痛みを伴う。体に着用される「パッチポンプ」(供給者:Omnipod
)は新しい傾向であり、これらは3日ごとにしか突き刺しを要しない。しかしながら、3日
後に、パッチポンプを備えるカテーテルは、感染を避けるために交換される必要がある。現
在、患者にとって高度に有益であるはずの、薬剤を皮下に適用するための少ない疼痛および
無針の技術はない。
第二次世界大戦以来、無針注射が知られている。とりわけ獣医学において採用されている、
いわゆる予防接種銃が知られているが、これらは、無菌性の問題のために人間にはもはや使
用されていない。ここで、作用物質は、高圧でガスまたはばねによって開口を通って加速さ
れ、皮膚中に発射される。Injex[3]によるシステムのような、改善され承認された
無針注射システムがあり、これは糖尿病治療以外に、(例えば口腔外科における)局所麻酔
剤のためにも適用される。しかしながら、痛みからの解放が常に保証されるとは限らず、さ
らに、これらはペンよりも取り扱いが困難である[4]。ペンと比較してさらに不利である
のは、これらは、購入するのにより費用がかかり、例外的な状況(例えばシリンジ恐怖症)
においてしか健康保険会社によって支払われないことである。さらに、(数ミリメートルの
範囲内にある)薬剤の浸入深さは、これらのシステムを使用して正確に調整され得ず、これ
が、特に、痛みからの不完全な解放の原因になっている。
ここ数年間にわたって、様々な調査グループが、新しいアクチュエータ原理によって無針注
射を改善することを試みた。カリフォルニア大学サンタバーバラ校は、(ばねまたはガス駆
動の代わりに)圧電スタックアクチュエータを使用してより良く定義された方法で高圧を達
成するための考察を実施した[1]。代替として、マサチューセッツ工科大学(MIT)は
高圧を生成するためにローレンツ力駆動を使用して加速されるピストンを使用する注射器を
開発した[5]。HSG IMITは、同じ原理を使用して内視鏡における使用のための注
射器を考察した[2]。すべてのこれらの新しい無針注射器は、原理としては圧力プロフィ
ル、したがって、薬剤の浸入深さを正確に調整することが可能であり、注射はほぼ痛みなし
で行われ、患者は噴流をほとんど感じないことが可能であり、これはかなりの改善である。
しかしながら、これらのシステムの欠点は、(数十ナノリットルの量の)マイクロドロップ
の放出頻度があまりに小さいことである。これは、投薬チャンバが十分迅速に再び充填され
得ないことに起因する。ここで、投薬量は約0.5から1.0μl/sに制限される。さら
に、これらのシステムでは、死空間、したがって、アクチュエータとノズルとの間の流体容
量を低減することが極めて困難であり、したがって、気泡があるとき、圧力プロフィルは噴
流で実現され得ない。さらに、医療目的のためのマイクロポンプを示す国際公開第2009
/136304号明細書への参照が行われる。最後に、すべてのこれらのシステムは極めて
大きく、製造するのに費用がかかり、したがって、これらは統合型適用に好適でない。した
がって、改善された手法が必要である(参考文献記載略)。
マイクロポンプと出口側上に配置されたノズルとを備える、流体を皮膚中または皮膚下に投
与するための自由噴流投薬システム。マイクロポンプは、入口と出口とを有し、入口から出
口に流体を移送し、出口において少なくとも20バールのブロッキング圧力を生成するように
構成される無針薬剤投薬の概念を提供。

---------------------------------------------------------------------------------
❑ US 10205417 B2 太陽光発電システムの自動試運転および検査
【概要】
太陽電池として一般に知られている光起電力(PV)電池は、太陽放射を電気エネルギーに
変換するための装置である。一般に、太陽電池の基板の表面に衝突し、その中に入る太陽放
射は、基板の大部分に電子と正孔の対を生成する。電子と正孔の対は、基板内のpドープ領
域とnドープ領域に移動し、それによってドープ領域間に電圧差を生じさせる。ドープ領域
は太陽電池上の導電性領域に接続されて、セルから外部回路に電流を向ける。 PVセルがP
Vモジュールのようなアレイに組み合わされるとき、全てのPVセルから収集された電気エ
ネルギーは直列および並列配置で組み合わされて特定の電圧および電流を有する電力を供給
することができる。
PVモジュールに加えて、PVモジュールシステムは追加のハードウェアを含む。そのよう
なハードウェアは、インバータ、電力計、およびPVモジュールシステムコントローラを含
み得る。これらのPVモジュールおよび追加のハードウェアが多くの管轄区域のある場所(
例えば建物の屋根、野原、カーポートなど)に設置されるとき、システムは動作前に検査官
によって試運転および承認されなければならない。試運転および検査プロセスの一部を自動
化し、また検査官との連絡を容易にするために、PVモジュールシステムの一部を使用する
ことが有利であり得る。
電気システムは、ローカル電力制御装置と、1つ以上の分岐回路上に複数の太陽電池モジュ
ールを含む太陽電池パネルシステムとを含む。 電気システムを試運転する方法は、遠隔シ
ステムと情報を送受信するために試運転装置を使用する設置者と、電気システムの自動セル
フテストを実行するローカル電力制御装置とを含む。 自己検査の結果は、電気システムの
写真および測定値と共にパッケージ化され、検査者が電気システムを遠隔で検査することが
できる遠隔システムに送信することができる。 検査員による承認を受けた後、局所電力制
御装置は、電気システムの各分岐回路を自動的に作動させ、それにより電気システムが電気
を生成することを可能にすることができる。

以上、今夜は、再エネ百%/ゼロ・ウエスト/再生医療社会をを実現するための製造技術及びシス
テムに焦点を当てピックアップした。「ラストワンマイル論」の掲載に拍車をかける。






