








先週の日曜日京都で町屋発ほんまもん初削り会が行われた。
大阪の工藤さんが、現場での実践砥ぎを披露されたので、紹介したい。
1)先ず、作業場周辺の入念な掃除。削り材はもちろん、
作業台も濡れタオルできちんと拭きあげる。
手入れの行き届いた道具類。ホコリと人だかりができるのを嫌って材料共々
すぐに布でおおい隠される。

2)電気鉋を使っての下削り。刃はかなり薄くしか出ていない

3)台直し鉋の刃砥ぎ:キングハイパー♯1000に軽く刃を当ててみて、
砥石の当たり具合をチェックする。刃巾一杯に砥石が当たるように
砥面を修正。


中砥の修正:金剛砥石で全体的に平らに修正しているところ。
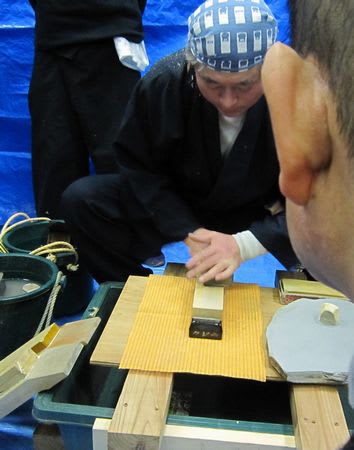
金剛砥石の先を使い、部分修正。この場合砥面の真ん中が高く、刃の両端が砥石に
当たっていなかったので、真ん中を低く修正している。

4)刃に砥面が合えば、10~20往復ほどで、刃返りがうっすらと出るので、
次ぎにエビの♯10000に当てる。♯1000の時と同様に、刃巾全体に砥石が当たるように
砥面を修正する。
5)刃と砥面が合えば、やはり同様に10往復程で砥ぎ終わらす。
他の工程でも言えることだが、必ず刃先に力を入れて研ぐことが
重要なポイントであることを、強調されていた。
どんな砥石でも力を抜いて研ぐことはしないそうだ。
6)天然仕上げ砥での砥ぎ:やはり砥面の修正から始める。砥面直しは
キングの♯800使用。
砥汁は一度水で洗い流し、天井名倉砥で面直しする。
刃の表側から研ぎ始める。20~30往復させて
次ぎにここで初めて刃裏の砥ぎ5~10往復程。
7)そうすると、刃の表側に刃返りが出る。刃表の砥ぎを
もう一度行うと、表側にある刃返りがいい感じに砥面を荒らしてくれて
最初に研いだ時の2,3倍の砥汁が出る。この砥汁を出す為に、
ここまで裏は一切触らない。
8)最後に裏を5.6回こすって研ぎあがり。
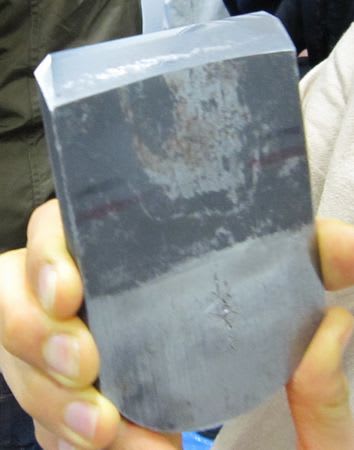
仕上げ砥で研ぎあがった直後の砥汁の様子。下半分を表砥ぎに使い、
上半分を裏砥ぎに使う。


9)下端の台直し:台直し鉋の片側の下端に5厘ほどのしゃくりが入れてあり、
刃がどの位置を削っているか見やすいようにしてある。

10)耳の調整:刃を出した時に押さえ溝部分に切刃が乗らない様、
印を付けて、耳をすりおろす。
ダイヤモンド砥石では上滑りして安定しないので、金剛砥石を使用。

11)耳部の面取り:耳をすりおろしただけでは、押さえ溝を削っていってしまうので
キングの♯800で裏側に軽く面を取ってやる。

12)台直しの刃砥ぎと同様に中砥から仕上げ砥まで砥石を当て、
最後はやはり裏で研ぎ終わり。
エビ♯10000での研ぎ終わり状態。
13)いよいよ材の削り。「この節だらけの5寸角が仕上げられてはじめて道具の
砥ぎ、調整が出来る。」と言われるだけあって、大工仕事の基本の全てが凝縮
されている。
電気鉋をかけてから数時間が経過していたので、節の部分が少し盛り上がって
いるので先ずその部分だけを重点的に下慣らしする。
次ぎに上のほうから様子を見ながら、2尺長ずつくらい送り鉋で下仕上げし、
その後、端から端まで通して削る送り鉋で出来上がり。


大阪の工藤さんが、現場での実践砥ぎを披露されたので、紹介したい。
1)先ず、作業場周辺の入念な掃除。削り材はもちろん、
作業台も濡れタオルできちんと拭きあげる。
手入れの行き届いた道具類。ホコリと人だかりができるのを嫌って材料共々
すぐに布でおおい隠される。
2)電気鉋を使っての下削り。刃はかなり薄くしか出ていない
3)台直し鉋の刃砥ぎ:キングハイパー♯1000に軽く刃を当ててみて、
砥石の当たり具合をチェックする。刃巾一杯に砥石が当たるように
砥面を修正。
中砥の修正:金剛砥石で全体的に平らに修正しているところ。
金剛砥石の先を使い、部分修正。この場合砥面の真ん中が高く、刃の両端が砥石に
当たっていなかったので、真ん中を低く修正している。
4)刃に砥面が合えば、10~20往復ほどで、刃返りがうっすらと出るので、
次ぎにエビの♯10000に当てる。♯1000の時と同様に、刃巾全体に砥石が当たるように
砥面を修正する。
5)刃と砥面が合えば、やはり同様に10往復程で砥ぎ終わらす。
他の工程でも言えることだが、必ず刃先に力を入れて研ぐことが
重要なポイントであることを、強調されていた。
どんな砥石でも力を抜いて研ぐことはしないそうだ。
6)天然仕上げ砥での砥ぎ:やはり砥面の修正から始める。砥面直しは
キングの♯800使用。
砥汁は一度水で洗い流し、天井名倉砥で面直しする。
刃の表側から研ぎ始める。20~30往復させて
次ぎにここで初めて刃裏の砥ぎ5~10往復程。
7)そうすると、刃の表側に刃返りが出る。刃表の砥ぎを
もう一度行うと、表側にある刃返りがいい感じに砥面を荒らしてくれて
最初に研いだ時の2,3倍の砥汁が出る。この砥汁を出す為に、
ここまで裏は一切触らない。
8)最後に裏を5.6回こすって研ぎあがり。
仕上げ砥で研ぎあがった直後の砥汁の様子。下半分を表砥ぎに使い、
上半分を裏砥ぎに使う。
9)下端の台直し:台直し鉋の片側の下端に5厘ほどのしゃくりが入れてあり、
刃がどの位置を削っているか見やすいようにしてある。
10)耳の調整:刃を出した時に押さえ溝部分に切刃が乗らない様、
印を付けて、耳をすりおろす。
ダイヤモンド砥石では上滑りして安定しないので、金剛砥石を使用。
11)耳部の面取り:耳をすりおろしただけでは、押さえ溝を削っていってしまうので
キングの♯800で裏側に軽く面を取ってやる。
12)台直しの刃砥ぎと同様に中砥から仕上げ砥まで砥石を当て、
最後はやはり裏で研ぎ終わり。
エビ♯10000での研ぎ終わり状態。
13)いよいよ材の削り。「この節だらけの5寸角が仕上げられてはじめて道具の
砥ぎ、調整が出来る。」と言われるだけあって、大工仕事の基本の全てが凝縮
されている。
電気鉋をかけてから数時間が経過していたので、節の部分が少し盛り上がって
いるので先ずその部分だけを重点的に下慣らしする。
次ぎに上のほうから様子を見ながら、2尺長ずつくらい送り鉋で下仕上げし、
その後、端から端まで通して削る送り鉋で出来上がり。

















