








スノーシュー製作計画 2
自作スノーシューの部品作りを行った。
素材はアルミ。
2017という材質の、いわゆるジュラルミン。
7000にしようかとも思ったのだが、
切削時の雰囲気的に2017のほうが
向いているような気がしたので。
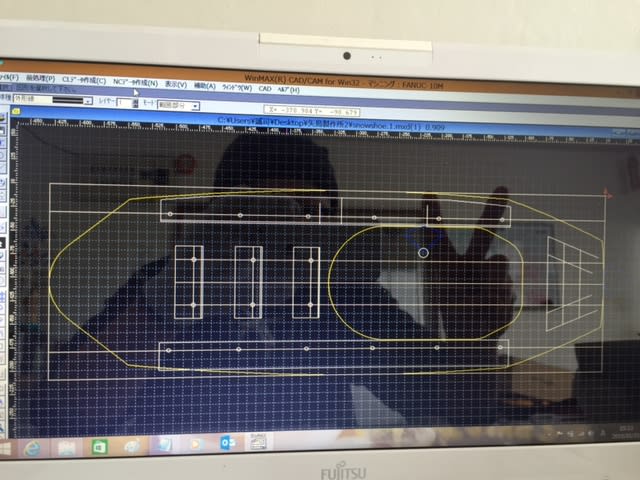
機械の部品と違い、それほど精度を出す必要も
ないのだが、こうして作図してみると
大きなRとか穴の位置関係等、しっかり製図出来て、
機械やさんで良かったなぁ、と。笑
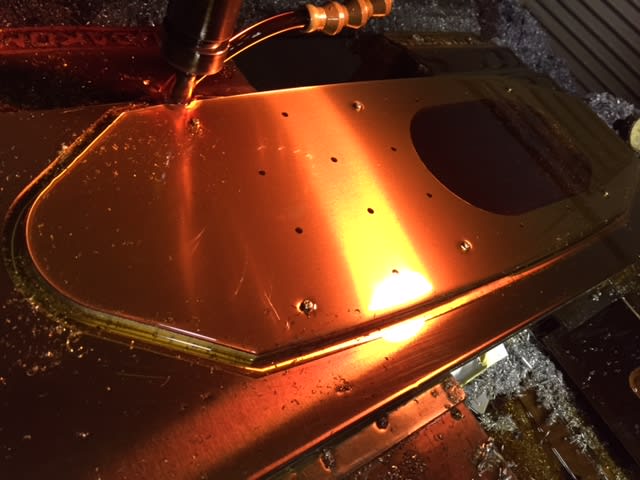
出来上がったプログラムをマシニングセンターに出力し、
段取り完了したら加工開始。

う~ん!いい感じ♪
こういう順番で加工して、

段取り換えて外周加工して、
ベースの加工が終わったら、

今度はサイドエッジの加工。
これの素材は、耐摩耗性に優れているという
6063アングル材。
これも作図したので良い形に加工出来、
ベースとの穴ピッチも精度高く良い感じ。
ベース先端部の曲げをどうするかが
一番の問題だったが、
(板厚3mmとは言え、丈夫なアルミなので
キレイに手曲げすることはムリ。)
悩んだ末、バイスにかいものして

このような状態にし、
リッチハンマーでひたすらブッ叩いた。
量産するようになったら道具を作り、
曲げの精度出しと作業が楽になるようにしたい。
そして加工終了。

ベースと、

サイドエッジ。

サイドエッジは片足2本で勝手違い、計4本。
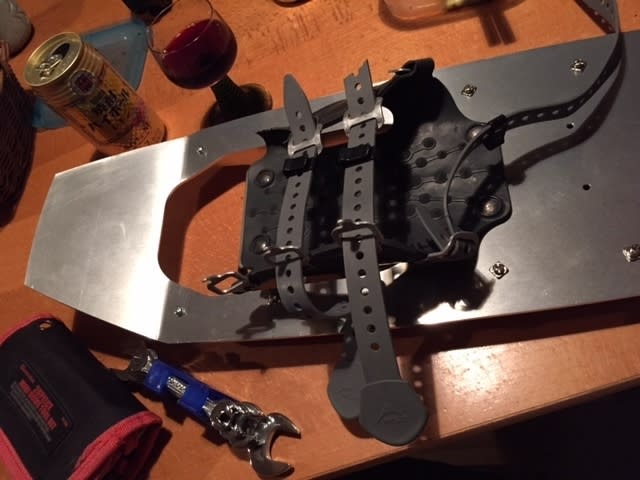
これを家に持ち帰り、飲みながら組み立てた。

寸分の狂いもない加工が出来た。

確信はあったがここまで精度高く作れると
ほんと自画自賛。笑

固定には4mmのボルトを使ったが、
何も修正が要らない状態になったら、
リベット打ちするつもり。
軽量化にもなるし。
そして完成!
明日の朝が楽しみだぜ、と
えらいわくわくしながら飲んだら
ちょっと飲み過ぎてしまい、
あやうく寝坊するところだった。
長くなった。
明日はインプレッション編。
自作スノーシューの部品作りを行った。
素材はアルミ。
2017という材質の、いわゆるジュラルミン。
7000にしようかとも思ったのだが、
切削時の雰囲気的に2017のほうが
向いているような気がしたので。
機械の部品と違い、それほど精度を出す必要も
ないのだが、こうして作図してみると
大きなRとか穴の位置関係等、しっかり製図出来て、
機械やさんで良かったなぁ、と。笑
出来上がったプログラムをマシニングセンターに出力し、
段取り完了したら加工開始。
う~ん!いい感じ♪
こういう順番で加工して、
段取り換えて外周加工して、
ベースの加工が終わったら、
今度はサイドエッジの加工。
これの素材は、耐摩耗性に優れているという
6063アングル材。
これも作図したので良い形に加工出来、
ベースとの穴ピッチも精度高く良い感じ。
ベース先端部の曲げをどうするかが
一番の問題だったが、
(板厚3mmとは言え、丈夫なアルミなので
キレイに手曲げすることはムリ。)
悩んだ末、バイスにかいものして
このような状態にし、
リッチハンマーでひたすらブッ叩いた。
量産するようになったら道具を作り、
曲げの精度出しと作業が楽になるようにしたい。
そして加工終了。
ベースと、
サイドエッジ。
サイドエッジは片足2本で勝手違い、計4本。
これを家に持ち帰り、飲みながら組み立てた。
寸分の狂いもない加工が出来た。
確信はあったがここまで精度高く作れると
ほんと自画自賛。笑
固定には4mmのボルトを使ったが、
何も修正が要らない状態になったら、
リベット打ちするつもり。
軽量化にもなるし。
そして完成!
明日の朝が楽しみだぜ、と
えらいわくわくしながら飲んだら
ちょっと飲み過ぎてしまい、
あやうく寝坊するところだった。
長くなった。
明日はインプレッション編。