GEが蒸気冷却という画期的なガスタービンを開発したことで、高効率化の競争が激しくなったでつ。
GEのH型は、J型より発電効率が同等かそり以上を誇る世界最高峰のガスタービン。
ちなみにGEは、F型の後、H型になったけど、F→G→H型と順次開発を進めたでつなぁ~
だけどH型は受注もなく、J型へと移ってしまったでつ。
GEと同じことしててもダメっていう典型的な例でつなぁ~
だけどその技術は、J型にも1700℃ガスタービンにも活かされてるでつなぁ~
1999年にT地点で実証試験で225MWという出力を出したでつなぁ~
20年前の技術だけどそりが、まだ世界で君臨してるということはそりだけ、高い技術だったでつなぁ~
そのH型とは…

開発の経緯を、見直してみるでつなぁ~
H型ガスタービンは、TIT1500℃の高性能ガスタービン。
H型はG型と比べて総合熱効率が絶対値で2%高く、出力が約20%近く大きくなるでつ。
H型は、F,G型をベースに設計してるでつ。
その継承している技術は…
ロータは、圧縮機側軸受とタービン側軸受の支えられた2軸受構造。
発電機との接続は、熱伸び等の熱的影響を小さく、フレキシブルカップリング等不要な圧縮機軸端駆動方式。
排気方式は、コンバインドサイクル発電設備に最適な軸流排気方式である。
圧縮機側軸受は、8本のラジアルストラット、タービン側軸受は軸心を保ちつつ熱伸び差の吸収が容易なタンシャルストラットに支持された構造。
圧縮機ロータは、トルクピンを挟み込みんだディスクボルトで結合し、タービン側ロータは、カービックカップリングを持つディスクボルトで結合し、
トルクを確実に伝える構造。
H型は翼蒸気冷却方式を採用してるでつ。
これまでは、圧縮機の圧縮した高圧空気で冷却していた1,2段動静翼をボトミングで発生した蒸気で冷却するでつ。
こりにより冷却空気量を約半分に削減できるでつ。
さらに冷却空気の混合損失も低減してプラント総合効率が向上し、削減した空気分、燃焼ガス主流が増加し、タービンでの仕事も増加し出力も
増加するでつ。
また、低温の冷却空気の燃焼ガス主流への混入量が減少した分、同じ圧力比であれば排ガス温度が上昇。
このため圧力比を上昇させて排ガス温度を従来並みに出来るでつ。
圧縮機は最新翼型を採用し、従来より圧力比を高くかつ段数を減少させた高効率圧縮機を新規に開発し、0.29スケール圧縮機にて
事前検証して採用したでつ。
H型ガスタービンの開発スケジュールでつ。

各種要素試験をモーラして、随時設計に反映したでつ。
以下にそりを示すでつ。
蒸気シール特性確認試験は、蒸気冷却翼への供給・回収通路の各結合部のシールには、これまでガスタービンでは使用しなかったシールを使用。
蒸気を冷却に使用するので、従来の冷却空気並みに漏れを許容すると蒸気漏れになるでつ。
蒸気漏れは、プラント総合熱効率に低下につながり、ボトミングの補給水量を増加させる課題を発生させるでつ。
こうした課題を事前に解決するため、選定したシール構造について要素試験を順次実施。
まずは静止系に備えるものも回転系に備えるものも、静的状態のシール要素試験を実施したでつ。
それにより最良の構造と寸法を選定出来たでつ。
次に選定したものから買い県警に備えるものを回転状態で実現できる図2に示すモデルロータ試験を行い、シール性が計画通り保てることを
確認したでつ。

H型圧縮機の0.29スケール圧縮機を製作(図3参照)。

これを2軸ガスタービンM252を駆動し、圧縮機出口には圧力を上げれるように調整弁を備えて各種運転を模擬したモデル圧縮機試験を実施。
圧縮・回転数を自由に選択することで、様々な起動特性データ、圧縮機性能データを取得し、圧縮機が計画通り特性・性能を有していることを
持戦に確認したでつ。
モデル圧縮機の下流側に実圧燃焼試験設備を設置し、実圧燃焼試験を実施したでつ。
高温回転検証試験を図4に示すでつ。
この設備は燃焼器を備え、この燃焼器へは前記圧縮機から高圧空気を供給するとともにパイプラインから天然ガスを供給し燃焼させ、
燃焼後の1500℃の高温ガスを0.6スケールの単段タービンに送って回転させるでつ。
回転負荷を動力計で吸収制御し6000rpmの一定回転に保つでつ。
今回は、G型スケール設計動翼6枚を蒸気冷却構造とし、翼を植えたロータに蒸気通路を構成し、蒸気冷却動翼を冷却した後、
再びロータを通って軸端から蒸気を回収した状態で運転したでつ。
運転中の翼冷却特性データ、ロータ各部の温度データ、各部振動データを取得し、計画通りであったことを確認したでつ。

試運転結果として…
T地点の実証設備を用いて試運転を実施。
通常はG型の長期信頼性実証のために使用しているでつが、一時的にH型へ換装したでつ。
最小限の切替できるように配管等をレイアウトしてるでつ。
フローは図6に示す通り、排熱回収蒸気発生器で発生した高圧蒸気を高圧スチームタービンへ送り、この出口蒸気を
蒸気冷却翼の送気して冷却用に使用。

冷却後は中圧タービン入口で蒸気を回収するでつ。
各種作動試験を順次実施した上で図7に示す220MW(GT160MW、ST60MW)の出力を達成、蒸気冷却システムの
検証第一ステップが成功したでつ。

次ステップは1500℃での運転検証になるでつ。
結果は、圭角通り冷却性能を発揮できたでつ。
合わせて試験後の状態も良好であったでつ。
試験成果は以下の通りでつ。
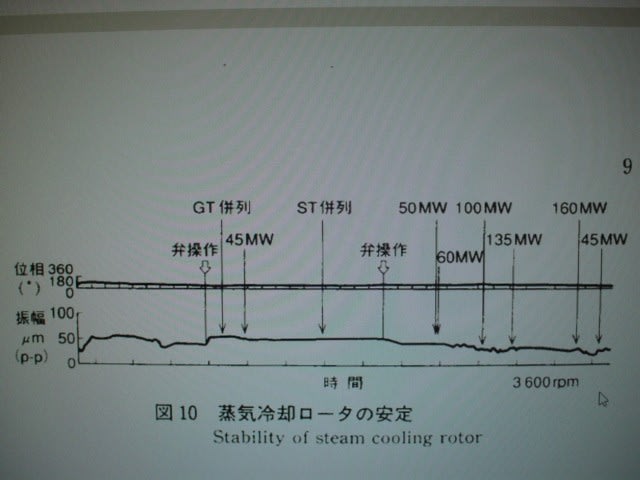
蒸気冷却ロータの安定運転が確認できたでつ。
ロータ軸端から蒸気を供給し、ロータ内部を通って蒸気冷却動翼に至り、日田旅ロータ内部を通ってロータ軸端に回収するでつ。
図10に示す通り安定した新道徳性を得たでつ。
今回は初の試運転であったため、手動での運転としたでつ。
今回の成果を活かして次回以降、自動化を進めるでつ。
蒸気冷却翼の冷却特性は、試験結果で予想通りの冷却特性を得られたでつ。
今回は、図6に示す通り、TIT1は220MWで200℃までであったでつが、計測データを理論的に385MWで1500℃まで外挿し、
メタル温度が許容値内であることを検証したでつ。
0.29スケールの性能試験で事前起動特性データ、圧縮機性能データを取得して確認したでつが、試運転でも同様の特性を
確認できたでつ。
タービン空力効率は、蒸気漏れを補正し、算出した結果、計画効率を達成したことを確認したでつ。
プラント総合効率もほぼ満足できたでつ。
H型は、従来のガスタービンと異なり、タービン翼をボトミングから蒸気で冷却するでつ。
こりにより同じ体格のガスタービンでプラント総合効率・出力共に向上したでつ。
ベース構造は従来のガスタービンの信頼性を重視した構造を踏襲したでつ。
こりにより開発スタートから20ヶ月の短期間で試運転を実施。
220MWの出力を達成。
第1ステップは成功して完了。
今回の試運転より蒸気冷却ロータの安定運転の確認、蒸気冷却静翼・動翼の冷却特性の確認、圧縮機・タービン性能の
確認も無事に完了したでつ。
H型ガスタービンの蒸気冷却は、TITを上げるより効果があるでつなぁ~
ただ、実機の実績が作れなかったというより、GEのH型を上回る性能ができなかったでつなぁ~
欧米とのガスタービン技術の差を痛感させられたのもH型の教訓でつなぁ~
GEのH型は、J型より発電効率が同等かそり以上を誇る世界最高峰のガスタービン。
ちなみにGEは、F型の後、H型になったけど、F→G→H型と順次開発を進めたでつなぁ~
だけどH型は受注もなく、J型へと移ってしまったでつ。
GEと同じことしててもダメっていう典型的な例でつなぁ~
だけどその技術は、J型にも1700℃ガスタービンにも活かされてるでつなぁ~
1999年にT地点で実証試験で225MWという出力を出したでつなぁ~
20年前の技術だけどそりが、まだ世界で君臨してるということはそりだけ、高い技術だったでつなぁ~
そのH型とは…
開発の経緯を、見直してみるでつなぁ~
H型ガスタービンは、TIT1500℃の高性能ガスタービン。
H型はG型と比べて総合熱効率が絶対値で2%高く、出力が約20%近く大きくなるでつ。
H型は、F,G型をベースに設計してるでつ。
その継承している技術は…
ロータは、圧縮機側軸受とタービン側軸受の支えられた2軸受構造。
発電機との接続は、熱伸び等の熱的影響を小さく、フレキシブルカップリング等不要な圧縮機軸端駆動方式。
排気方式は、コンバインドサイクル発電設備に最適な軸流排気方式である。
圧縮機側軸受は、8本のラジアルストラット、タービン側軸受は軸心を保ちつつ熱伸び差の吸収が容易なタンシャルストラットに支持された構造。
圧縮機ロータは、トルクピンを挟み込みんだディスクボルトで結合し、タービン側ロータは、カービックカップリングを持つディスクボルトで結合し、
トルクを確実に伝える構造。
H型は翼蒸気冷却方式を採用してるでつ。
これまでは、圧縮機の圧縮した高圧空気で冷却していた1,2段動静翼をボトミングで発生した蒸気で冷却するでつ。
こりにより冷却空気量を約半分に削減できるでつ。
さらに冷却空気の混合損失も低減してプラント総合効率が向上し、削減した空気分、燃焼ガス主流が増加し、タービンでの仕事も増加し出力も
増加するでつ。
また、低温の冷却空気の燃焼ガス主流への混入量が減少した分、同じ圧力比であれば排ガス温度が上昇。
このため圧力比を上昇させて排ガス温度を従来並みに出来るでつ。
圧縮機は最新翼型を採用し、従来より圧力比を高くかつ段数を減少させた高効率圧縮機を新規に開発し、0.29スケール圧縮機にて
事前検証して採用したでつ。
H型ガスタービンの開発スケジュールでつ。
各種要素試験をモーラして、随時設計に反映したでつ。
以下にそりを示すでつ。
蒸気シール特性確認試験は、蒸気冷却翼への供給・回収通路の各結合部のシールには、これまでガスタービンでは使用しなかったシールを使用。
蒸気を冷却に使用するので、従来の冷却空気並みに漏れを許容すると蒸気漏れになるでつ。
蒸気漏れは、プラント総合熱効率に低下につながり、ボトミングの補給水量を増加させる課題を発生させるでつ。
こうした課題を事前に解決するため、選定したシール構造について要素試験を順次実施。
まずは静止系に備えるものも回転系に備えるものも、静的状態のシール要素試験を実施したでつ。
それにより最良の構造と寸法を選定出来たでつ。
次に選定したものから買い県警に備えるものを回転状態で実現できる図2に示すモデルロータ試験を行い、シール性が計画通り保てることを
確認したでつ。
H型圧縮機の0.29スケール圧縮機を製作(図3参照)。
これを2軸ガスタービンM252を駆動し、圧縮機出口には圧力を上げれるように調整弁を備えて各種運転を模擬したモデル圧縮機試験を実施。
圧縮・回転数を自由に選択することで、様々な起動特性データ、圧縮機性能データを取得し、圧縮機が計画通り特性・性能を有していることを
持戦に確認したでつ。
モデル圧縮機の下流側に実圧燃焼試験設備を設置し、実圧燃焼試験を実施したでつ。
高温回転検証試験を図4に示すでつ。
この設備は燃焼器を備え、この燃焼器へは前記圧縮機から高圧空気を供給するとともにパイプラインから天然ガスを供給し燃焼させ、
燃焼後の1500℃の高温ガスを0.6スケールの単段タービンに送って回転させるでつ。
回転負荷を動力計で吸収制御し6000rpmの一定回転に保つでつ。
今回は、G型スケール設計動翼6枚を蒸気冷却構造とし、翼を植えたロータに蒸気通路を構成し、蒸気冷却動翼を冷却した後、
再びロータを通って軸端から蒸気を回収した状態で運転したでつ。
運転中の翼冷却特性データ、ロータ各部の温度データ、各部振動データを取得し、計画通りであったことを確認したでつ。
試運転結果として…
T地点の実証設備を用いて試運転を実施。
通常はG型の長期信頼性実証のために使用しているでつが、一時的にH型へ換装したでつ。
最小限の切替できるように配管等をレイアウトしてるでつ。
フローは図6に示す通り、排熱回収蒸気発生器で発生した高圧蒸気を高圧スチームタービンへ送り、この出口蒸気を
蒸気冷却翼の送気して冷却用に使用。
冷却後は中圧タービン入口で蒸気を回収するでつ。
各種作動試験を順次実施した上で図7に示す220MW(GT160MW、ST60MW)の出力を達成、蒸気冷却システムの
検証第一ステップが成功したでつ。
次ステップは1500℃での運転検証になるでつ。
結果は、圭角通り冷却性能を発揮できたでつ。
合わせて試験後の状態も良好であったでつ。
試験成果は以下の通りでつ。
蒸気冷却ロータの安定運転が確認できたでつ。
ロータ軸端から蒸気を供給し、ロータ内部を通って蒸気冷却動翼に至り、日田旅ロータ内部を通ってロータ軸端に回収するでつ。
図10に示す通り安定した新道徳性を得たでつ。
今回は初の試運転であったため、手動での運転としたでつ。
今回の成果を活かして次回以降、自動化を進めるでつ。
蒸気冷却翼の冷却特性は、試験結果で予想通りの冷却特性を得られたでつ。
今回は、図6に示す通り、TIT1は220MWで200℃までであったでつが、計測データを理論的に385MWで1500℃まで外挿し、
メタル温度が許容値内であることを検証したでつ。
0.29スケールの性能試験で事前起動特性データ、圧縮機性能データを取得して確認したでつが、試運転でも同様の特性を
確認できたでつ。
タービン空力効率は、蒸気漏れを補正し、算出した結果、計画効率を達成したことを確認したでつ。
プラント総合効率もほぼ満足できたでつ。
H型は、従来のガスタービンと異なり、タービン翼をボトミングから蒸気で冷却するでつ。
こりにより同じ体格のガスタービンでプラント総合効率・出力共に向上したでつ。
ベース構造は従来のガスタービンの信頼性を重視した構造を踏襲したでつ。
こりにより開発スタートから20ヶ月の短期間で試運転を実施。
220MWの出力を達成。
第1ステップは成功して完了。
今回の試運転より蒸気冷却ロータの安定運転の確認、蒸気冷却静翼・動翼の冷却特性の確認、圧縮機・タービン性能の
確認も無事に完了したでつ。
H型ガスタービンの蒸気冷却は、TITを上げるより効果があるでつなぁ~
ただ、実機の実績が作れなかったというより、GEのH型を上回る性能ができなかったでつなぁ~
欧米とのガスタービン技術の差を痛感させられたのもH型の教訓でつなぁ~