塩野門之助(しおのもんのすけ)は、松江藩校でフランス語を学び、外務省を経て、明治7年(1873)ルイ・ラロックの通訳として住友に入社、明治10年(1877)フランス鉱山学校へ留学、帰国後別子に勤務、惣開製錬所建設に従事、明治20年(1887)足尾銅山へ転職、明治23年(1890)「銅のベスマーリジング」の論文を発表、足尾で日本初の方形水筒熔高炉とベッセマー転炉を建造した。明治28年(1895)別子に再就職し、明治30~38年(1897~1905)四阪島の製錬所の設計建設を行った。
山下吹(真吹)とベッセマー炉に関わった技術者塩野門之助の論文の全文を読むことにする。前半は日本鉱業会誌6(69)p690(1890)後半は同誌7(71)p15(1891)に掲載された。読みやすくするために、難しい漢字語、接続詞は「かな」に代え、意訳字に代えている。例 而して→そうして 鞴口→フイゴ口 壜→ビン 坩堝→ルツボ
ベスマーリジングは、「Bessemerizing ベッセマーライジング」の当時の表記であろうと推測する。ベッセマー法で銑鉄を鋼に転化すること、空気を吹き込むことにより、熔金属を処理すること 等を意味する。
論文の後半に、この方法の熱量収支計算があるのが貴重である。
塩野門之助「銅のベスマーリジング」日本鉱業会誌 明治23~24年(1890~1891)
40年以来熔砿に製銅に一反射炉を特用して多量の燃料を消費すれども、英国の熔銅夫は今日なお商銅の相場を左右す。新また新便また便、人工燃材の経済上非難されざる鉱炉を使用する北米の熔銅夫といえども未だ必ずしも失敗せざるなき能わず。これ他なし熔銅の業たるその製造地の形勢燃料人工の廉不廉ことに地方商業の形況および輸出入の等差など百般の事物によって勤励または妨害さるること他冶金業に比較して最もはなはだしければなり。故に一熔銅所新規経営の任に当たらば、篤とその需用砿石の品質を吟味すべきはもちろんその地固有の形勢習染の情態および商業の実況等を精密に調査し、しかる後始めて如何なる製煉法の最もよくその場合に適応するかを吟味せざるべからず。
さてこの問題についてその循環経済的に関わるものはしばらくおき、その単純冶金的に係るものといえどもその総論の如きはこれを学者諸君に待たん。ただ思惟すらく、もし製煉器の種類いよいよ多くその解説また従って綿密ならば最適法選択の範囲ますます広くその審案の材料もまた乏しからずして、いかに難雑なる場合におけるも幾分や容易に選定を下し得るに至らんやと。このベスマーリジング報告の如きも最適熔銅法選定者その人のために、あるいは一材料たるを得せしめんと希企するに外ならざるなり。
1. ベスマー製銅法の歴史
はじめてベスマー壜を製銅に試用せしは、ロシヤ国の技師にして今を去ること24年前、1867年の事なり。くだって1878年に至り、英人ゼー・ホルウェー氏もまた銅の「ベスマーリジング」を試みしが、その結果いかんなりしや中途にしてその試験を廃絶せり。
その後1880年に至りフランス人マネス氏またベスマー製銅の吟味に取り掛り、器を換え法をあらため固執試験すること4年。遂に製造的この問題を決するを得たり。北米モンタナ州バット・スチー・ノ・ラ・パロット会社におけるベスマー製銅器はすなわちマネス氏の意匠に係るものにしてその創設建築は学友ベルニー氏の指導監督せしものなり。
このパロット会社がマネス氏と特約を結んで新製銅法を採用せしは、けだし明治18年(1885)にしてその時同社の築造せしもの1トン吹きのベスマービン3基なり。以来今日に至りおよそ5年間漸々そのビン数を増設し絶えずその改良を施行して今日いよいよこの法の学理試験の性質を脱し実利営業の一大要法たるを得せしめたり。
この頃北米「Engineering & Mining Journal」を閲するに、パロット会社は今年新規に形大のベスマー製銅ビン2基を増設せしことを記載せり。
2. ベスマー製銅器
製銅彎頸器の解説をして容易ならしめんには、ベスマー製鉄ビンの発明者ベスマー氏その人の試験に付き一ページの談話をなさざるを得ず。故に報告者はしばらく熔銅の問題を中止めここに専ら製鉄ビンの来歴を陳述すべし。
(1)ベスマー製鉄法の大発明は実に第一図に示すが如き一小器の内に萌芽せり。(鉄とは煉鉄と鋼鉄を論ぜずすべて鍛煉に堪える諸の種鉄類を指す、以下これにならう)
この器は単に一風炉と一ルツボに成る。ルツボは重さ40ポンド(18.1kg)のものにしてその蓋の中央に一穴あり。もって送気管を貫通すべし。(送気管は耐火粘土をもって作る、また蓋の縁周囲に穿ちたる数小穴は送気中ガス体の発出口なり)そうしてベスマーリジングを成さんには先ずルツボの中に15ポンド(6.8kg)の銑鉄を熔解し蓋を貫きて送気管をルツボ底に差し込みもって気を送り通ずべし。
ベスマー氏その試験発端において単にこの小器を使用せり。そうしてこの小器はよく---熔解したる銑鉄を透し 唯気を通過せしめるのみにて鍛鉄を生ずらるべし---という顕象を発出し得たり。これ時1855年なり。
(2)前陳の小試験についてはそのルツボの始終烈火に包繞さるるをもって鎔物の変性後といえどもその熱量を失う憂いなかりし。しかりそうして一つも補助熱を外部に仰ぐことなく変性中に発生せし極熱を庇保して鍛鉄の凝結を予防し得べきや。ベスマー彎頸器は実にこの問題の刺激によって意匠されしものなり。そうして第一のベスマービンは円球形にてありし。けだし総固形中特に球形を選びしは、その容積の比例にその外皮面(すなわちその内熱発射面)最も小なるをもってなり。
(3)しかりといえども彎頸器仕働上その能力にその欠点にこの器特有の器量を顕出せしは、水平フイゴ口の円筒形不動ビンなり。このビンによって数度試験の後、ベスマー氏は左の三切要を定めたり。
第1 送気はその圧力充分にしてよく鎔物の中心に透達しこれをしてあまねく循環周流せしむべきこと
第 2 鎔銑をもってビンを充たすにあたりその注流全く終り、始めて送気すべきこと
第3 変性中あるいは気を送りあるいは気を絶ち鎔物のフイゴ口へ流れ入る気遣いなくして自由に送気の仕働を支配し得べきこと
吹風の構造をくらべるや丈夫にして気の圧搾度を高め得ば、第1の切要に当たらん事容易成るべし---第2、第3の切要に当たらんためにベスマー氏は種々試験の後(あるいは気を全く絶ち得ざるもその圧力を減じ---あるいは小さく粘土を丸め注射気の誘導によってフイゴ口の筒先に到らしめ気の突出口を縮小して注入気の量を減殺し---あるいは無酸化力ガスをして気に交代せしめし等種々の試験をなせり。---なかんづく注入気減殺は近年クラブ・グリヒッシュ特許の不動ビン中やや満足に意匠されたり)遂に第二図に示す如き動ビンを造設せり。

之すなわち冶金術上吾人の創めて得たる第1転動彎頸器なり。この器は送気中よく熔解物を循環周流せしむるをもって変性的の能力ことに顕著なり。そうしてベスマー氏は更に小変形をこの器に加えて満足に第2、第3の切要に当たるを得たり。(変形後のこの器は今日のベスマービンにやや類似す。そうしてこれを横臥するべきは諸フイゴ口全く熔物の水平面上に露出する様構造しある故、熔銑の注入または変性物の覆し明け中熔物のフイゴ口に流入する憂いなくして随意に送気を遮断し得るなり)
(4)以上はベスマー法創始試験の概況にして以来今日に至りこの法のその器と共に驚くべき進歩を成せしことは吾人の知る処なり。
それ仕働満点のベスマービンは腹に沸騰たる鉄湯重さ数萬斤(24~30トン)を蔵し口に白熱の火焔高さ数十丈(尺? 10m?)を吐き、その咆哮轟然まさに大空に飛揚せんと欲するが如くしかりそうして一熔夫の鞭下によく俯伏沈静す。それ非常の体量とその包蔵物の最危険なるに関せずその運動の円滑自在にしてことにわずかも違えず適度の鍛鉄を産出するが如きは、人造機関もここに至ってその妙を極むというべし。
さてこれより製銅ベスマービンに論及せんに先ず日本旧来の真吹より始め、前ルツボ内濃縮を抄述し、終にマネスビンの解説にいたるべし。
真吹 先ず銅鈹を地炉中に鎔解せし後、粘土の円鉢をもってこれを蔽い(鉢の下縁に2穴あり、1はフイゴ管を通すためにて側面にあり、1は仕働口にして前面にあり、ガス体はすべてこの仕働口より発生す)およそ40度の傾斜にフイゴ管を据え付け鎔鈹湯面の中央に送気すべし。(気の圧力は平均2cmなり、しかれども吹き揚り前およそ30分間は水銀6cmの圧力をもって送気するを必用とす、吹風器は主に大坂製木造の角フイゴを用いる。)最初銅鈹を吹き卸す時に当たって燃料を要するはもちろんなれども、銅鈹ひとたび鎔解せばその吹き揚りまで一片の木炭をも消費せず、単にその含有鉄および硫黄を燃焼してよく鎔物の凝結を支え得べし。(真吹地炉の内部を形造する素灰もまた凝結を支えるために必要なり)
送気の仕働によって先ず発生する酸化鉄は包繞硅酸物と砿滓を形造す。(鎔夫は始終この砿滓を掻き除けて鎔物の鏡面を顕さざるべからず)吹き揚り30分前に至り、鎔夫は一の鉄棒を取りこれを鎔物(この時に至って鉄の多量すでに硅酸化せし故、鎔物は全く硫化銅とみなし得べし)の内に差し込み湯を攪き雑ぜてその総部に気の働きを受け硫黄を酸化揮発せしむ。
前ルツボ内濃縮 (南スペインの)リヨチント銅山オフマン炉の前ルツボ内に送気して銅鈹の品位を高くする仕働の如きもまたベスマー法の一応用なり。この仕働については既に会誌に報告せしことあるをもって、ここに贅せず。(明治20年6,7月頃の鉱業会誌を参観すべし)
1861年の特許に関わるベスマー不動ビンの仕働はこの前ルツボ濃縮とほぼ相似たり。そうしてこのビンは製銅上参考となるべき特質を有すること少なからざる故、以下にこれが記載をなさんとす。
ベスマー氏創始試験の際においてその彎頸器内部の耐火包繞物は常に永続せず。ことにフイゴ口平行線の部分において破損すること甚だしくそのつどこれが修繕をなさざるべからざるために、あまたの手数と数度の休働を要せり。---また気の圧力同一の場合においてビンの内部中心より送気するとその外部周囲より送気するといずれか最もよく熔物を攪き雑ぜるやといわんに、中心送気の変性力素より最大なること論を待たず---これすなわちベスマー氏が第三図に示す如き無フイゴ口ビンを設計築造せし理由なり。

このビンはフイゴ口を有せざる故、その破損することまれにしてその修繕もまた至って容易なり。且つ送気機は上げ下げ自在の一管体なれば、たとえ変性真最中に破損をきたすことあるもこれを取り換えんこと一瞬間の仕働のみ。(管の骨材は鉄にしてその外部は耐火粘土の輪形レンガなり)
普通の製鉄ビンを用いて製銅するときは、その遊離銅フイゴ口を凝塞して、変性中途に激変を来たさん。この無フイゴ口ベスマービンにおいては遊離銅の漸々沈溜するに従いその送気管を徐々に引き揚げてフイゴ口の凝塞と銅の凝結を避け得べき故、充分に変性することを得べし。また、かのクラブ・グリヒッシュ彎頸器におけるが如くこのビンの腹部に(底を離るる適宜の高さに)鉱滓口を穿開せば低度の銅鈹に対し最好適変性器とならんや。そうして斯くの如きビンを全く高炉に膚接して据え置きせば、一の変性前ルツボを得べし。
クラブ・グリヒッシュ彎頸器 英国においてクラブ・グリヒッシュ不動製ビン(小製鉄所の為に意匠せしものにしてすなわち少量の鋼鉄を得るに適す)を用い銅鈹の変性を試みしものありしが、好結果を得ざりしという。けだし4,5年前のことなり。
マネス・ダビードビン 含銅25内外の低度銅鈹を料理する時は、その遊離銅量過小にその鉱滓量過大なる故、マネスビンを以ていっぺんに変性を遂げ終わるを得ざるべし。(次節ベスマーリジングを参観すべし)マネス・ダビードビンはすなわちこの欠点を補充するために意匠されしものにして第四図(この略図はただ意匠を解明するのみにてビンの甲材その気管及び歯車等を顕さず)にその略図を顕す如くビンは両底付き水平円筒になる。

そうして筒上一起成線上にそのフイゴ口を配置す。またその回転運動の如きは一対の歯車をもって司らしむ。
変性最初期において、一は、第四図甲に示す如き位置を持たす。そうして遊離銅漸々沈溜するに従い、徐々ビンを回転して乙図の位置に至らしむ。故にフイゴ口は始終遊離銅を避け得て之が凝結を醸さざるのみならず、なお銅鈹層適意の点に送気し得るの便利を有す。しかりといえどもこの円筒形製銅ビンは実地好結果を奏せざるものの如し。けだしその内熱発射面のその容積に比較して過大なる故ならんや。
マネスビン マネス氏意匠の製銅彎頸器はすなわち第五図に示すが如し。

その径およそ1m40cm その総高さ2m 体は円筒 上下両底は円球欠 そうして頂部に嘴形の一口を有す。ビンの甲材は錬鉄板をもって造りその内部は耐火硅酸物をもって装塗す。フイゴ口は水平にしてその径は1cm その数は18 そうしてビン底を離るゝことおよそ25cm の一平行線上に配置す。フイゴ口水平には耐火煉瓦の一層を用いるを要す。この煉瓦は長さ20cm 扇面形のものにして各々径1cmの1小穴(すなわちビンのフイゴ口となるべきもの)を有す。さてビンの内部を装成せんには先ず耐火装塗物をもってビンの底部を盛りよくこれを打擣せし後、その凹凸を削除して粗々底状を形造せしめその上にフイゴ口煉瓦を並列すべし。そうして木製のやり型心をビン内に入れこの心とビンの甲材の間に装塗物を塡充打擣すべし。(粉砕したる硅石または純良硅石砂2部とこれに粘着力を与うべき耐火粘土1部を調合しよく練り雑ぜつきこねてこの耐火装塗物を得る---)ビンの修繕を成すにもやはりこの物質を用いるを要す。)
マネス氏もその製銅試験の創始に於いては、もっぱら普通製鉄ビンすなわち垂直フイゴ口彎頸器を使用せり。そうして変性の初期には送気の仕働やや満足熔物もまた充分に循環周流せしが、その終期に至り熔物の沸騰暴かに激烈と成り、鉱滓銅鈹ことごとくビン外に投射せられたり。この激変を制圧せんため銅、鉄、硫黄、相互の比例を種々様々に変更して特に銅鈹を調製しこれをして数度の試験を経過せしめしといえども、彎頸器の垂直フイゴ口たる限り遂に好結果を得る能わざりし。
鉄のベスマーリジング中熔物の総体は始終同質同組織をなす。そうしてその排除すべき雑物は熔銑総部にむらなく散在して同時に一様に送気の酸化力を受くる故、既成変性物と未成変性物の区別あることなし。
銅のベスマーリジングにおいてはしからず。ビン内へ注入せし銅鈹総体は同質同組織なるも送気の仕働を受け始むるやいなや---沈溜する銅---未変性の銅鈹---浮かぶ鉱滓---の3層に分離す。変性ようやく進捗するに従い沈溜銅は増積して銅鈹はようやく減少し終にビン中銅と鉱滓の2層を得るにいたるべし。
だから垂直フイゴ口の製銅に適せざるは送気のビン底より突入してそのところに沈溜銅を冷涼凝結し遂にフイゴ口を填塞せしむるによる---もし底上適宜の高さに水平フイゴ口を並列し遊離銅をしてフイゴ口以下に潜溜し送気の冷涼を免れしめ得ば、必ず銅鈹の変性をまっとうすることを得ん。これすなわちマネス氏が水平フイゴ口彎頸器の意匠に誘導されし理由なり。
マネスビンフイゴ口水平面以下の深さはおよそ25cmなり。この深さすなわち変性中遊離銅を保蔵すべきビン底部の広狭は銅鈹の一と吹き量とその品位とに密接の関係を有す。遊離銅の鏡面(鉱滓層または銅鈹層と遊離銅層を界限する水平面をいう)は必ずフイゴ口水平面以下にあるべきことは既に述べきたり。しかれどもこの鏡面のフイゴ口を離れ下ることあまり大ならざるを要す。しからざれば変性最後期においてフイゴ口水平部はすべて鉱滓の領する所となり、送気はこの不燃質物中に進入してただこれを冷涼するのみに止まらず遂に総熔物の凝結を醸すに至らん。故に吹き揚りの瞬間においてもなお幾厚の銅鈹層フイゴ口水平にあるあってたえず熱量を生じ熔物全部の凝結を支えざるべからず。そうして多量の銅鈹を吹き余すを欲せざれば遊離銅の鏡面をしてなるべくフイゴ口水平面に接近せしむる様ビン底を造らざるべからず。
鉄のベスマーリジングにおいては、一と吹きの銑鉄量常に5~6トン往々10トンに至る。そうして銅鈹一と吹き量の1トン~1トン半に過ぎざるものは、けだしその鉱滓量最も多くその取扱従って困難なるをもってなり。且つ熔鉱炉より直ちにビン中へ銅鈹を注入する場合においてはビンの大きさ自ら制限す。( 続く)
注 引用文献
1. 塩野門之助の経歴年表 嘉永6年~昭和8年(1853~1933) 愛媛県立新居浜南高等の学校情報科学部の web. http://besshi.net/hp/eco/01/007/siononenpyou.htmより。
2. 塩野門之助「銅のベスマーリジング」日本鉱業会誌6(69)p690~701(1890)
3. web. 同上 続き 日本鉱業会誌7(71)p15~25(1891)
山下吹(真吹)とベッセマー炉に関わった技術者塩野門之助の論文の全文を読むことにする。前半は日本鉱業会誌6(69)p690(1890)後半は同誌7(71)p15(1891)に掲載された。読みやすくするために、難しい漢字語、接続詞は「かな」に代え、意訳字に代えている。例 而して→そうして 鞴口→フイゴ口 壜→ビン 坩堝→ルツボ
ベスマーリジングは、「Bessemerizing ベッセマーライジング」の当時の表記であろうと推測する。ベッセマー法で銑鉄を鋼に転化すること、空気を吹き込むことにより、熔金属を処理すること 等を意味する。
論文の後半に、この方法の熱量収支計算があるのが貴重である。
塩野門之助「銅のベスマーリジング」日本鉱業会誌 明治23~24年(1890~1891)
40年以来熔砿に製銅に一反射炉を特用して多量の燃料を消費すれども、英国の熔銅夫は今日なお商銅の相場を左右す。新また新便また便、人工燃材の経済上非難されざる鉱炉を使用する北米の熔銅夫といえども未だ必ずしも失敗せざるなき能わず。これ他なし熔銅の業たるその製造地の形勢燃料人工の廉不廉ことに地方商業の形況および輸出入の等差など百般の事物によって勤励または妨害さるること他冶金業に比較して最もはなはだしければなり。故に一熔銅所新規経営の任に当たらば、篤とその需用砿石の品質を吟味すべきはもちろんその地固有の形勢習染の情態および商業の実況等を精密に調査し、しかる後始めて如何なる製煉法の最もよくその場合に適応するかを吟味せざるべからず。
さてこの問題についてその循環経済的に関わるものはしばらくおき、その単純冶金的に係るものといえどもその総論の如きはこれを学者諸君に待たん。ただ思惟すらく、もし製煉器の種類いよいよ多くその解説また従って綿密ならば最適法選択の範囲ますます広くその審案の材料もまた乏しからずして、いかに難雑なる場合におけるも幾分や容易に選定を下し得るに至らんやと。このベスマーリジング報告の如きも最適熔銅法選定者その人のために、あるいは一材料たるを得せしめんと希企するに外ならざるなり。
1. ベスマー製銅法の歴史
はじめてベスマー壜を製銅に試用せしは、ロシヤ国の技師にして今を去ること24年前、1867年の事なり。くだって1878年に至り、英人ゼー・ホルウェー氏もまた銅の「ベスマーリジング」を試みしが、その結果いかんなりしや中途にしてその試験を廃絶せり。
その後1880年に至りフランス人マネス氏またベスマー製銅の吟味に取り掛り、器を換え法をあらため固執試験すること4年。遂に製造的この問題を決するを得たり。北米モンタナ州バット・スチー・ノ・ラ・パロット会社におけるベスマー製銅器はすなわちマネス氏の意匠に係るものにしてその創設建築は学友ベルニー氏の指導監督せしものなり。
このパロット会社がマネス氏と特約を結んで新製銅法を採用せしは、けだし明治18年(1885)にしてその時同社の築造せしもの1トン吹きのベスマービン3基なり。以来今日に至りおよそ5年間漸々そのビン数を増設し絶えずその改良を施行して今日いよいよこの法の学理試験の性質を脱し実利営業の一大要法たるを得せしめたり。
この頃北米「Engineering & Mining Journal」を閲するに、パロット会社は今年新規に形大のベスマー製銅ビン2基を増設せしことを記載せり。
2. ベスマー製銅器
製銅彎頸器の解説をして容易ならしめんには、ベスマー製鉄ビンの発明者ベスマー氏その人の試験に付き一ページの談話をなさざるを得ず。故に報告者はしばらく熔銅の問題を中止めここに専ら製鉄ビンの来歴を陳述すべし。
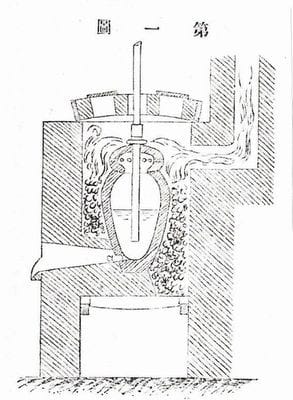
(1)ベスマー製鉄法の大発明は実に第一図に示すが如き一小器の内に萌芽せり。(鉄とは煉鉄と鋼鉄を論ぜずすべて鍛煉に堪える諸の種鉄類を指す、以下これにならう)
この器は単に一風炉と一ルツボに成る。ルツボは重さ40ポンド(18.1kg)のものにしてその蓋の中央に一穴あり。もって送気管を貫通すべし。(送気管は耐火粘土をもって作る、また蓋の縁周囲に穿ちたる数小穴は送気中ガス体の発出口なり)そうしてベスマーリジングを成さんには先ずルツボの中に15ポンド(6.8kg)の銑鉄を熔解し蓋を貫きて送気管をルツボ底に差し込みもって気を送り通ずべし。
ベスマー氏その試験発端において単にこの小器を使用せり。そうしてこの小器はよく---熔解したる銑鉄を透し 唯気を通過せしめるのみにて鍛鉄を生ずらるべし---という顕象を発出し得たり。これ時1855年なり。
(2)前陳の小試験についてはそのルツボの始終烈火に包繞さるるをもって鎔物の変性後といえどもその熱量を失う憂いなかりし。しかりそうして一つも補助熱を外部に仰ぐことなく変性中に発生せし極熱を庇保して鍛鉄の凝結を予防し得べきや。ベスマー彎頸器は実にこの問題の刺激によって意匠されしものなり。そうして第一のベスマービンは円球形にてありし。けだし総固形中特に球形を選びしは、その容積の比例にその外皮面(すなわちその内熱発射面)最も小なるをもってなり。
(3)しかりといえども彎頸器仕働上その能力にその欠点にこの器特有の器量を顕出せしは、水平フイゴ口の円筒形不動ビンなり。このビンによって数度試験の後、ベスマー氏は左の三切要を定めたり。
第1 送気はその圧力充分にしてよく鎔物の中心に透達しこれをしてあまねく循環周流せしむべきこと
第 2 鎔銑をもってビンを充たすにあたりその注流全く終り、始めて送気すべきこと
第3 変性中あるいは気を送りあるいは気を絶ち鎔物のフイゴ口へ流れ入る気遣いなくして自由に送気の仕働を支配し得べきこと
吹風の構造をくらべるや丈夫にして気の圧搾度を高め得ば、第1の切要に当たらん事容易成るべし---第2、第3の切要に当たらんためにベスマー氏は種々試験の後(あるいは気を全く絶ち得ざるもその圧力を減じ---あるいは小さく粘土を丸め注射気の誘導によってフイゴ口の筒先に到らしめ気の突出口を縮小して注入気の量を減殺し---あるいは無酸化力ガスをして気に交代せしめし等種々の試験をなせり。---なかんづく注入気減殺は近年クラブ・グリヒッシュ特許の不動ビン中やや満足に意匠されたり)遂に第二図に示す如き動ビンを造設せり。
之すなわち冶金術上吾人の創めて得たる第1転動彎頸器なり。この器は送気中よく熔解物を循環周流せしむるをもって変性的の能力ことに顕著なり。そうしてベスマー氏は更に小変形をこの器に加えて満足に第2、第3の切要に当たるを得たり。(変形後のこの器は今日のベスマービンにやや類似す。そうしてこれを横臥するべきは諸フイゴ口全く熔物の水平面上に露出する様構造しある故、熔銑の注入または変性物の覆し明け中熔物のフイゴ口に流入する憂いなくして随意に送気を遮断し得るなり)
(4)以上はベスマー法創始試験の概況にして以来今日に至りこの法のその器と共に驚くべき進歩を成せしことは吾人の知る処なり。
それ仕働満点のベスマービンは腹に沸騰たる鉄湯重さ数萬斤(24~30トン)を蔵し口に白熱の火焔高さ数十丈(尺? 10m?)を吐き、その咆哮轟然まさに大空に飛揚せんと欲するが如くしかりそうして一熔夫の鞭下によく俯伏沈静す。それ非常の体量とその包蔵物の最危険なるに関せずその運動の円滑自在にしてことにわずかも違えず適度の鍛鉄を産出するが如きは、人造機関もここに至ってその妙を極むというべし。
さてこれより製銅ベスマービンに論及せんに先ず日本旧来の真吹より始め、前ルツボ内濃縮を抄述し、終にマネスビンの解説にいたるべし。
真吹 先ず銅鈹を地炉中に鎔解せし後、粘土の円鉢をもってこれを蔽い(鉢の下縁に2穴あり、1はフイゴ管を通すためにて側面にあり、1は仕働口にして前面にあり、ガス体はすべてこの仕働口より発生す)およそ40度の傾斜にフイゴ管を据え付け鎔鈹湯面の中央に送気すべし。(気の圧力は平均2cmなり、しかれども吹き揚り前およそ30分間は水銀6cmの圧力をもって送気するを必用とす、吹風器は主に大坂製木造の角フイゴを用いる。)最初銅鈹を吹き卸す時に当たって燃料を要するはもちろんなれども、銅鈹ひとたび鎔解せばその吹き揚りまで一片の木炭をも消費せず、単にその含有鉄および硫黄を燃焼してよく鎔物の凝結を支え得べし。(真吹地炉の内部を形造する素灰もまた凝結を支えるために必要なり)
送気の仕働によって先ず発生する酸化鉄は包繞硅酸物と砿滓を形造す。(鎔夫は始終この砿滓を掻き除けて鎔物の鏡面を顕さざるべからず)吹き揚り30分前に至り、鎔夫は一の鉄棒を取りこれを鎔物(この時に至って鉄の多量すでに硅酸化せし故、鎔物は全く硫化銅とみなし得べし)の内に差し込み湯を攪き雑ぜてその総部に気の働きを受け硫黄を酸化揮発せしむ。
前ルツボ内濃縮 (南スペインの)リヨチント銅山オフマン炉の前ルツボ内に送気して銅鈹の品位を高くする仕働の如きもまたベスマー法の一応用なり。この仕働については既に会誌に報告せしことあるをもって、ここに贅せず。(明治20年6,7月頃の鉱業会誌を参観すべし)
1861年の特許に関わるベスマー不動ビンの仕働はこの前ルツボ濃縮とほぼ相似たり。そうしてこのビンは製銅上参考となるべき特質を有すること少なからざる故、以下にこれが記載をなさんとす。
ベスマー氏創始試験の際においてその彎頸器内部の耐火包繞物は常に永続せず。ことにフイゴ口平行線の部分において破損すること甚だしくそのつどこれが修繕をなさざるべからざるために、あまたの手数と数度の休働を要せり。---また気の圧力同一の場合においてビンの内部中心より送気するとその外部周囲より送気するといずれか最もよく熔物を攪き雑ぜるやといわんに、中心送気の変性力素より最大なること論を待たず---これすなわちベスマー氏が第三図に示す如き無フイゴ口ビンを設計築造せし理由なり。
このビンはフイゴ口を有せざる故、その破損することまれにしてその修繕もまた至って容易なり。且つ送気機は上げ下げ自在の一管体なれば、たとえ変性真最中に破損をきたすことあるもこれを取り換えんこと一瞬間の仕働のみ。(管の骨材は鉄にしてその外部は耐火粘土の輪形レンガなり)
普通の製鉄ビンを用いて製銅するときは、その遊離銅フイゴ口を凝塞して、変性中途に激変を来たさん。この無フイゴ口ベスマービンにおいては遊離銅の漸々沈溜するに従いその送気管を徐々に引き揚げてフイゴ口の凝塞と銅の凝結を避け得べき故、充分に変性することを得べし。また、かのクラブ・グリヒッシュ彎頸器におけるが如くこのビンの腹部に(底を離るる適宜の高さに)鉱滓口を穿開せば低度の銅鈹に対し最好適変性器とならんや。そうして斯くの如きビンを全く高炉に膚接して据え置きせば、一の変性前ルツボを得べし。
クラブ・グリヒッシュ彎頸器 英国においてクラブ・グリヒッシュ不動製ビン(小製鉄所の為に意匠せしものにしてすなわち少量の鋼鉄を得るに適す)を用い銅鈹の変性を試みしものありしが、好結果を得ざりしという。けだし4,5年前のことなり。
マネス・ダビードビン 含銅25内外の低度銅鈹を料理する時は、その遊離銅量過小にその鉱滓量過大なる故、マネスビンを以ていっぺんに変性を遂げ終わるを得ざるべし。(次節ベスマーリジングを参観すべし)マネス・ダビードビンはすなわちこの欠点を補充するために意匠されしものにして第四図(この略図はただ意匠を解明するのみにてビンの甲材その気管及び歯車等を顕さず)にその略図を顕す如くビンは両底付き水平円筒になる。
そうして筒上一起成線上にそのフイゴ口を配置す。またその回転運動の如きは一対の歯車をもって司らしむ。
変性最初期において、一は、第四図甲に示す如き位置を持たす。そうして遊離銅漸々沈溜するに従い、徐々ビンを回転して乙図の位置に至らしむ。故にフイゴ口は始終遊離銅を避け得て之が凝結を醸さざるのみならず、なお銅鈹層適意の点に送気し得るの便利を有す。しかりといえどもこの円筒形製銅ビンは実地好結果を奏せざるものの如し。けだしその内熱発射面のその容積に比較して過大なる故ならんや。
マネスビン マネス氏意匠の製銅彎頸器はすなわち第五図に示すが如し。
その径およそ1m40cm その総高さ2m 体は円筒 上下両底は円球欠 そうして頂部に嘴形の一口を有す。ビンの甲材は錬鉄板をもって造りその内部は耐火硅酸物をもって装塗す。フイゴ口は水平にしてその径は1cm その数は18 そうしてビン底を離るゝことおよそ25cm の一平行線上に配置す。フイゴ口水平には耐火煉瓦の一層を用いるを要す。この煉瓦は長さ20cm 扇面形のものにして各々径1cmの1小穴(すなわちビンのフイゴ口となるべきもの)を有す。さてビンの内部を装成せんには先ず耐火装塗物をもってビンの底部を盛りよくこれを打擣せし後、その凹凸を削除して粗々底状を形造せしめその上にフイゴ口煉瓦を並列すべし。そうして木製のやり型心をビン内に入れこの心とビンの甲材の間に装塗物を塡充打擣すべし。(粉砕したる硅石または純良硅石砂2部とこれに粘着力を与うべき耐火粘土1部を調合しよく練り雑ぜつきこねてこの耐火装塗物を得る---)ビンの修繕を成すにもやはりこの物質を用いるを要す。)
マネス氏もその製銅試験の創始に於いては、もっぱら普通製鉄ビンすなわち垂直フイゴ口彎頸器を使用せり。そうして変性の初期には送気の仕働やや満足熔物もまた充分に循環周流せしが、その終期に至り熔物の沸騰暴かに激烈と成り、鉱滓銅鈹ことごとくビン外に投射せられたり。この激変を制圧せんため銅、鉄、硫黄、相互の比例を種々様々に変更して特に銅鈹を調製しこれをして数度の試験を経過せしめしといえども、彎頸器の垂直フイゴ口たる限り遂に好結果を得る能わざりし。
鉄のベスマーリジング中熔物の総体は始終同質同組織をなす。そうしてその排除すべき雑物は熔銑総部にむらなく散在して同時に一様に送気の酸化力を受くる故、既成変性物と未成変性物の区別あることなし。
銅のベスマーリジングにおいてはしからず。ビン内へ注入せし銅鈹総体は同質同組織なるも送気の仕働を受け始むるやいなや---沈溜する銅---未変性の銅鈹---浮かぶ鉱滓---の3層に分離す。変性ようやく進捗するに従い沈溜銅は増積して銅鈹はようやく減少し終にビン中銅と鉱滓の2層を得るにいたるべし。
だから垂直フイゴ口の製銅に適せざるは送気のビン底より突入してそのところに沈溜銅を冷涼凝結し遂にフイゴ口を填塞せしむるによる---もし底上適宜の高さに水平フイゴ口を並列し遊離銅をしてフイゴ口以下に潜溜し送気の冷涼を免れしめ得ば、必ず銅鈹の変性をまっとうすることを得ん。これすなわちマネス氏が水平フイゴ口彎頸器の意匠に誘導されし理由なり。
マネスビンフイゴ口水平面以下の深さはおよそ25cmなり。この深さすなわち変性中遊離銅を保蔵すべきビン底部の広狭は銅鈹の一と吹き量とその品位とに密接の関係を有す。遊離銅の鏡面(鉱滓層または銅鈹層と遊離銅層を界限する水平面をいう)は必ずフイゴ口水平面以下にあるべきことは既に述べきたり。しかれどもこの鏡面のフイゴ口を離れ下ることあまり大ならざるを要す。しからざれば変性最後期においてフイゴ口水平部はすべて鉱滓の領する所となり、送気はこの不燃質物中に進入してただこれを冷涼するのみに止まらず遂に総熔物の凝結を醸すに至らん。故に吹き揚りの瞬間においてもなお幾厚の銅鈹層フイゴ口水平にあるあってたえず熱量を生じ熔物全部の凝結を支えざるべからず。そうして多量の銅鈹を吹き余すを欲せざれば遊離銅の鏡面をしてなるべくフイゴ口水平面に接近せしむる様ビン底を造らざるべからず。
鉄のベスマーリジングにおいては、一と吹きの銑鉄量常に5~6トン往々10トンに至る。そうして銅鈹一と吹き量の1トン~1トン半に過ぎざるものは、けだしその鉱滓量最も多くその取扱従って困難なるをもってなり。且つ熔鉱炉より直ちにビン中へ銅鈹を注入する場合においてはビンの大きさ自ら制限す。( 続く)
注 引用文献
1. 塩野門之助の経歴年表 嘉永6年~昭和8年(1853~1933) 愛媛県立新居浜南高等の学校情報科学部の web. http://besshi.net/hp/eco/01/007/siononenpyou.htmより。
2. 塩野門之助「銅のベスマーリジング」日本鉱業会誌6(69)p690~701(1890)
3. web. 同上 続き 日本鉱業会誌7(71)p15~25(1891)