goo blog サービス終了のお知らせ
Petrol Bug's
――――― THE SUNBEAM FROM THE FAR EAST ―――――
CALENDAR
2022年2月
日
月
火
水
木
金
土
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
前月
翌月
ENTRY ARCHIVE
2022年06月
2022年05月
2022年04月
2022年03月
2022年02月
2022年01月
2021年12月
2021年10月
2021年04月
2021年03月
2021年02月
2021年01月
2020年12月
2020年11月
2020年10月
2020年09月
2020年07月
2020年06月
2020年04月
2020年03月
2020年02月
2020年01月
2019年12月
2019年10月
2019年09月
2019年06月
2019年05月
2019年04月
2019年01月
2018年12月
2018年11月
2018年08月
2018年06月
2018年05月
2018年04月
2018年02月
2017年12月
2017年11月
2017年10月
2017年09月
2017年06月
2017年05月
2017年04月
2017年03月
2014年10月
2014年05月
2013年12月
2013年09月
2013年04月
2013年03月
2013年02月
2012年12月
2012年10月
2012年09月
2012年06月
2012年05月
2012年04月
2012年03月
2012年02月
2012年01月
2011年12月
2011年11月
2011年09月
2011年08月
2011年07月
2011年06月
2011年05月
2011年03月
2011年02月
2011年01月
2010年12月
2010年11月
2010年10月
2010年09月
2010年08月
2010年07月
2010年06月
2010年05月
2010年04月
2010年03月
2010年02月
2010年01月
2009年12月
2009年11月
2009年10月
2009年09月
2009年08月
2009年07月
2009年06月
2009年05月
2009年04月
2009年03月
2009年02月
RECENT ENTRY
Crank Shaft Exchange
Pinion Bushing Puller
Not My Day
Eternal Lathing
Adjusting Endplay
Humans are also cylinders 02
Humans are also cylinders 01
Bush Bush Bush 02
Bush Bush Bush 01
Kickshaft Bush At Last
RECENT COMMENT
petrol/
Before
Unknown/
Before
petrol/
Good Bye 2021
TC/
Good Bye 2021
petrol/
Don't Trust Over Eighty
Unknown/
Don't Trust Over Eighty
petrol/
Good Bye 2020
Unknown/
Good Bye 2020
petrol/
10,000km
Unknown/
10,000km
RECENT TRACKBACK
CATEGORY
Weblog
(383)
BOOKMARK
Sunbeam Motor Cycle Club
Sunbeamsidevalve.com
Sunbeamland
Yesterdays
British Only Austria
Trinity School
Travis Cycles
Vintage Motorcycle Study
NTN Motor Shack
MY PROFILE
goo ID
petrolbug
性別
都道府県
自己紹介
非公開
SEARCH
このブログ内で
ウェブ全て
URLをメールで送信する
(for PC & MOBILE)
New Gearbox Prep 05
Weblog
/
2022-02-27
はい。今日も今日とて筒づくりです。筒の写真しかないし、筒の話しかしないんで、筒に性的興奮を覚える方以外は別に読まなくても大丈夫です。そもそもこの記録自体書く意味あるのかって話はある。まあ惰性で書きますけども…。筒の材料は⌀25mmの研磨ロッドで。でもその前に似たサイズのアルミ棒で旋盤の方の精度を確認します。両センターで削る時の両端の誤差がどれくらいあるか。
まずはチャック側にセンターを咥えて、ひと皮剥いてセンター出し。
作業時の芯押し台の位置を決めて印をつける。
両センターでアルミ棒を挟み、中央部分を荒削りで省く。
仕上げ刃に変えて、両端のアルミを削って誤差を確認。
芯押し台側に比べてチャック側が0.01小さい。精度としては上等らしいです。なのでこのまま本番へなだれ込みます。
研磨ロッドを両センターで咥えてひと皮剥いて0地点出し。
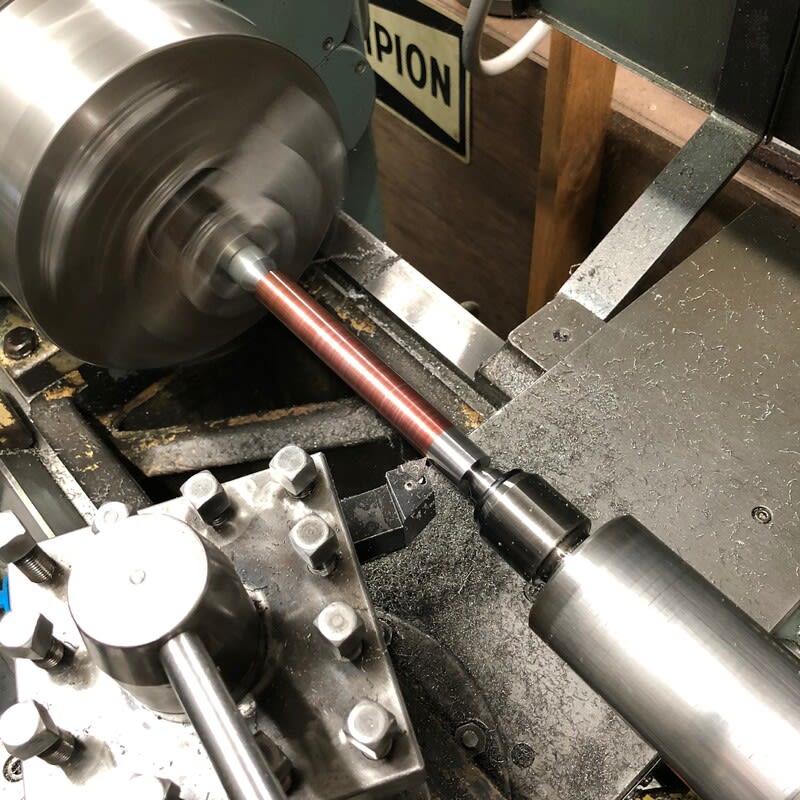
あとは⌀22.46を目指して0.1づつひたすら削っていきます。ストップウォッチで測ったら端から端まで5分20秒かかってる。単純計算で1mm削るのに53分。ここから2mmちょっと削るからおよそ2時間この作業です。いや、実際は確認したりしながらだから、もっとかかるんだけれども。シンプルにだるい。
いいとこまで来たら仕上げ刃に交換し、再度0地点出し。
仕上げていきます。
サンドペーパーで誤差を調整し、オートゾルで磨いて、外径のみ完成。概ね⌀22.46になりました。チャックしてたところの際がやや行きすぎて⌀22.44だったが…。まあこっち側はケースに入らないタイミング側にすれば問題ないでしょう。このあとは生爪を作って内径作業ですが…。工作機械の都合でそれは次回に持ち越し。
そして残った時間で新たな筒作りへ…。
キックスプリングが入る太いところの大まかな形だけ出しておきます。
今日はここまで。
というかこの先しばらく筒作りしか予定にないんですけど?どういうこと?筒作るためにバイク乗ってるわけじゃないんですよね…💢
コメント (
0
)
|
Trackback ( 0 )
Kickshaft
Weblog
/
2022-02-22
キックシャフトブッシュを製作するにあたり…まずはキックシャフトそれ自体を測る必要があります。
結果はこちら。おそらく元は5/8"(15.87mm)あたりだと思うが…。タイミング側が15.69〜15.75、プライマリー側が15.79〜15.83、中央部分が15.81〜15.82。キックするタイミング側が最も摩耗しており、プライマリー側はやや摩耗。中央部分の摩耗は少ない。ブッシュ側を5/8"で作って、シャフト側はそれより2/100くらいアンダーで作ってた感じかな?
…と思ったが、かつてやったModel 9ではこんな感じだったようなので、普通に俺のがめちゃ減っとるんだわ。まあそりゃそうか。シャフト側に合わせてブッシュは作るよね。
あとブッシュの全長が違いますね。ナロータイプはこういうサイズ感なんだろうか?細い部分は大体同じ103mm前後だが、太い部分が70mmと53mmで結構違う。
この後シャフトを研磨できれば…と願ってキックシャフトの分解を試みたが、扇形のギアを止めるコッターピンが固着して外れず。ネジに掛けてプレスで押していたナットのねじ山が根こそぎ持っていかれました。コッターピン側のねじ山は無傷なんで、相当硬い鉄を使ってるな…。
この調子だとシャフトとギアもガッチガチに固着しているだろうということで、分解研磨は断念。センターに穴もないしな…。
キックシャフトブッシュは大体こんな感じで作っていこうと思います。gooブログは画像のピンが甘くなるな…。
ブッシュの内径はまだちょっとわからん。あと長物だからどこまで精度が出せるやら…。
コメント (
0
)
|
Trackback ( 0 )
New Gearbox Prep 04
Weblog
/
2022-02-21
レストアと云うは、筒と輪っかを作ることと見つけたり。っつうわけで今日も輪っかを作っていきます。
似たようなサイズの鉄棒を咥えて、センタードリル→ドリル→中グリ→荒削り刃で面出し→皮むき&0地点出し→近似値まで切削→仕上げ刃に交換して皮むき&精度出し→きれいな面出し→刃物台に角度をつけてC面取り→突っ切り→面研で精度出し→やすりでバリ取り。
やっぱりまとめると一瞬。ところでC面取りのCって何でCなん?と思って調べたら、面取りを意味する英語の「chamfer」かららしい。重言じゃん。
作り物が出揃ったところで改めてギアボックスを仮組みしていきます。今回はカウンターシャフト用のシム(0.2mm)をケース側に入れて。しかし改めて薄いギアボックスだな…。もうちょっとガシッと作ればよかったのに。
カウンターシャフトのガタはこないだと同じなのでまあ特に問題はなし。一方スペーサーを入れたメインシャフトだが…なぜかピッタリだ。いや、なぜかってこともないんだけども。元とベアリングの差分が3.17mm(1/8")前回計測したガタが3.3mm、今回作って入れたスペーサーが3.15mmだから、クリアランスは0.15mmってとこですね。
カウンターシャフトのどっつきも光明丹チェックで問題なし。光明丹って一発変換しないよね。辞書登録したわ。
そして最後に…ベアリングハウジングに入れたスペーサーの内径に金属シール側のスペーサーの外径が干渉して入らないという失態。両方⌀38mmで作ったからな…そりゃそうだ。金属シール側スペーサーの外径を例によって旋盤で咥えてサンドペーパーで削り、どうにか入るようになった。ちゃんと考えて作らないから二度手間になんだよ…。でも途中で考えるのめんどくさくなってええいやってしまえ!となっちゃうんだよな…。
これでギアボックスの中身は組めるようになりました。あとは先送りにしていたキックシャフトブッシュ製作か…。また筒づくりだな…。
コメント (
0
)
|
Trackback ( 0 )
Shifter Arm Bushes
Weblog
/
2022-02-20
作業の合間を縫って、細かい作り物もやっておきます。シフターアームも変わるので、それ用にブッシュを作り直す。
内径が違うので2分割に。
つうかシフターアームの形も反りとかが微妙に違うから調整の必要が出てくるかもな。どっかで確認しとかないと。
コメント (
0
)
|
Trackback ( 0 )
New Gearbox Prep 03
Weblog
/
2022-02-20
ニューベアリングが来たんで、先にギアボックスのスラスト調整まわりをやっていきます。
インチベアリングは高えんだわさ…。いや、むしろ日本のベアリングが安すぎるのか。製造業が滅びゆく所以ですね…。
まずはフタ側にダミーベアリングを入れて。
ケース側は本チャンのつもりで入れる。(案の定この後外すはめになる)
カウンターギアのスラストを指を差し込んで感触で測ります。余裕がありそうなので元のケースに入っていたシム(0.1mm×2)を入れて再度確認。もう0.1mm入りそうな気もしないでもないが…いいとこっちゃいいとこな気もする。ついでにシャフトがケースにどっついてないか光明丹でチェック。シムを入れたフタ側は平気だが…
シムの入ってないケース側は当たってますね…。0.2mmのシムをケース側に移動してみるか。
次いでメインシャフトのスラストガタを計測すると…めっちゃ多い。そうだった。ベアリングの厚みが変わった(11/16→9/16)んだった。忘れてた。ここにはシム以前にスペーサーを製作して入れねばなりません。ベアリングは元から2/16(3.17mm)ショートしており、マイクロで計測したスラストガタはおおよそ3.3mmくらい?
さらにベアリングがスペーサーで奥にいく分、反対側の金属シールの位置も帳尻も合わせねばなりません。ここは金属シールがメインベアリングの内円に当たって止まり、一緒にまわる仕組みなので同サイズで別途作る必要がある。
都合2枚のスペーサー図面。
まずはでかい方から。なんかこんなような旋盤作業こないだもやったような…。こういうのってブログで書くと一瞬なんだけど、地味に時間がかかるんだよな…。
厚さは3.5mmくらいで突っ切って、あとの調整は別の機械でやります。
面研マッスィーン。各所に油を差し、磁石台をパーツクリーナーでキレイにした後、ズレ防止?にマスキングを貼る。
左手のレバーで砥石を左右に動かしながら、右手でハンドルを90°づつ回して少しづつ手前に削っていきます。写真には映ってないけど右上にもう一つ時計回りのハンドルがあって、それが砥石を垂直方向に動かします。確かひと目盛り4/100とか?あと磁石のON/OFFは磁石台の右下にあるスクエアノブを回してやります。右がONで左がOFF。こういうの、絶対次やる時忘れちゃうんだよな…。しょっちゅうやる作業じゃないから…。
そんな感じでやってたら完成。ちょっと行きすぎて厚さ3.15mmになりました。ひと目盛り多かった…。
さらにこの後穴にすんなり入らなくて、スペーサーの外径をサンドペーパーでちょっと荒削りするはめに。サイズがビタビタすぎた。
ところで1933年とは位置が違うエントツ(オイルフィラー)だが…およそ半分はベアリングで塞がれてしまう。オイルの粘度も高いから入れづらくて位置を変えたんだろうな…。
もう1個、反対側のスペーサーは次回つくります。
コメント (
0
)
|
Trackback ( 0 )
New Gearbox Prep 02
Weblog
/
2022-02-15
さて。キックシャフトブッシュをどうにかせねばならんのだが、それにはまず⌀22.35〜22.49で偏摩耗している穴を真円にボーリングする必要があります。そしてボーリングするにあたっては砥石を都度都度整形するドレッサーが要るってことで、そいつの製作から。何をするにもいちいち回り道なんだよな…。急がば回れって話でもありますが。
適当な鉄の丸棒に⌀23のドリルで穴をあけて完成。ボーリング中に減ったり目詰まりした砥石をこれに通して面直しをするらしいです。
ひとまず砥石を当てて削れっぷりを確認するために、穴の内側に赤マジックを塗布。
加減が難しい上にぬるぬる滑るから好きじゃないボーリング作業。足元のペダルを踏んで砥石を広げ、いい感じの抵抗を感じるところで前後させます。向かって左にある大きな黒ダイヤルを回して砥石の飛び出し量を調整。ペダルの踏み加減でも調整が効くので、なんかその辺も様子を見ながらいい感じでやる。
まずは軽く数往復。
案の定真ん中あたりが削れ、出入り口付近にマジックが残る。
このあとはボーリングしてはダイヤルゲージ、ボーリングしてはダイヤルゲージで慎重に進めていきます。
砥石の加減がきついとすぐアルミが噛む。アジの刺身みたいになった砥石。こうなるとパーツクリーナーでは取れないので、さっき作ったドレッサーできれいにする。
何度かやっていいとこ来た感じ。出入り口付近まで完全に真円を出そうとすると結構な量削るハメになるので、手前5mmくらいのあたりはまあやむなしとする。長いからまあ大丈夫でしょう。
計測。⌀22.45で作ったダイヤルゲージに対してだいたい-0.01〜+0.02なので、⌀22.44〜22.47ってとこですね。真ん中あたりから大部分は22.44なので、ブッシュ外径は嵌めシロ2/100で⌀22.46くらいかなあ。
ブッシュ製作は次回以降。今日は隙間時間で細々とした作業を済ませておきます。まずはBSW-BSCだったことが判明したスタッド。新たにたぶんトラのマニホールド用のスタッドを取り寄せました。0からつくるの大変だからな…。しかし、BSW部分が短すぎるのでダイスで延長します。なるべく多くネジがかかるように。真ん中が元。左がフタ側。右がプライマリー側。
簡単に組んでみる。1933年と違ってインロウがなく、ダウエルピンもないのでどうやって位置決めしてんだろう?と思っていたが、結構ミッチミチにぴったりですね。
ほぼ隙間がなく動かない。
プライマリー側。
裏から見るとこんな感じ。もうちょっとねじ山が残っているが…まああれだけかかっていれば大丈夫でしょう。ここは後でワイヤリング用の穴を開けないといけないかも?あと長さもひょっとしたら詰めないとかもな。
次いで仮組みとスラストガタチェック用のダミーベアリング製作。カウンターシャフトベアリングは交換予定のやつの外径を削ります。挟んで固定し、それを旋盤に咥えてサンドペーパーをかけるという原始的手法。
概ね手スポになりました。
フタ側のメインシャフトベアリングは、外径が変わったので使わなくなった1933年ケース側のものを使おうと考えていたのだが…。プライマリー側とタイミング側で内径が違ったわ。プライマリー側7/8"に対してタイミング側が1"。さすがに1/8も削れないので、ここは大人しくベアリング交換することにして、使っていたベアリングの外径を削ります。
でかいから超削れない。延々やって、やっとこさギリ手スポに。ハウジングが深いしちょっとあっためないと最後まで入らんかもな。
やれやれ。次回はブッシュ製作か…。旋盤が空いてなきゃピニオンギア仮組みか…。
コメント (
0
)
|
Trackback ( 0 )
New Gearbox Prep 01
Weblog
/
2022-02-07
クズケースを使用しての溶接実験は「つかないことはない。でも超大変。」であった。…知ってた。まあまあ、そうであれば無理に1933年のケースを溶接せず、大人しく1928年のやつを使っていくとしましょう。もう前回グラインダーで削っちゃったしな。そんなわけで今日はネジ穴というネジ穴をチェックがてらタップを立てていきます。
タップしがてら気づいたのだが、1933年とは結構ねじ山が違いますね。BSFだったところがBSWになってる。というか基本ケース側はBSWで統一っぽいな。プライマリーマウントのところは修正しちゃったから元がどうだったかわからないが、少なくともフタを留めるスタッドは1933年だとBSFなんだよね。でもまあ、22TPI-26TPI(BSF-BSC)より18TPI-26TPI(BSW-BSC)の方が差がはっきりしてていい気はする。……用意していたスタッドは無駄になったが。
どのねじ山もきれいに無事でした。ナイスクオリティ。
旧ケースから新ケースへ、ベアリングを移植するため外します。カウンターシャフトベアリングの片方がゴロゴロだったのでそれは交換。旧ケースのフタに入っていたスラストシムは、カウンターシャフトベアリングシム0.2mm(0.1mm×2)メインシャフトベアリング0.7mm(0.2mm+0.5mm)つうかそうか…。ギアボックス換えるとなるとスラストのガタとか見直さなきゃならんのか…。めんどくせえ…。
溶接用に作って入れたダミーベアリングは丸々無駄になっちゃったな。
ここからはおなじみ計測タイムでございます。さしあたってキックシャフトブッシュの穴がデブコンなどでボコボコだったため、軽くブドウでさらいます。
あと定盤サンドペーパーでケースとフタの面も軽く出しときます。キックシャフトブッシュはタイミング側からプライマリー側まで4箇所計測。元サイズの⌀22.22に対して、+0.15〜0.21、+0.13〜0.16、+0.13〜0.17、+0.15〜0.27。主に10時〜11時方向の摩耗がひどい。現状の直径が⌀22.35〜22.49ってことだから、⌀22.50でボーリングってとこか。
ケース側カウンターシャフトベアリングハウジングが⌀41.27に対して+1/100〜2/100。
ケース側メインシャフトベアリングハウジングが⌀50.80に対して±00〜+2/100。(2時20分方向のみやや過大)
フタ側カウンターシャフトベアリングハウジングが⌀41.27に対して+1/100〜5/100。(1時35分方向のみ特に過大)
フタ側カメインシャフトベアリングハウジングが⌀57.15に対して-2/100〜+2/100。(1箇所だけ-5/100。歪んでる?)
さしあたって問題なのはフタ側カウンターシャフトベアリングハウジングの+5/100だな…。まじめにやるとなると溶射とかになるんだが…。ロックタイトでもいける気もする。バラすとき取りづらくなるかもだが、まあそんときはネジかなんか溶接で点付けて引っ張り出してもいいしな。はずすときはどうせ交換だろうし。
シフターアームの穴が楕円に変形していたので⌀10.6のドリルで真円に拡大。次回ブッシュを作って入れときましょう。
あ、そして白田工機謹製ピニオンギア(2代目)も上がってきました。歯が欠けた原因が不明のままなのが気になるけどな…。
一応遠くに出口は見えてきた気がする。……蜃気楼?
コメント (
0
)
|
Trackback ( 0 )
goo ブログ
編集画面にログイン
ブログの作成・編集
gooおすすめリンク
【コメント募集中】長嶋さんの印象的なエピソードは?
「#gooblog引越し」で体験談を募集中
おすすめブログ
@goo_blog
【お知らせ】
【11/18】goo blogサービス終了のお知らせ
【PR】プロ直伝・dポイントをザクザクためる術
【PR】“ポイントが貯まりまくる” アプリがヤバすぎた…!
【PR】ドコモのサブスク【GOLF me!】初月無料
【コメント募集中】長嶋さんの印象的なエピソードは?
「#gooblog引越し」で体験談を募集中