1990年から関西電力(株)と共同で燃焼排ガスからの CO2 回収技術の開発を開始し, 1999年マレーシア向けに初の商用機を納入して以降,
2018年1月現在,合計13基の CO2回収 装置が世界各地で稼働。
CO2回収装置は,重油,石炭,天然ガスといった広範囲な燃焼排ガスを対象とし,回収したCO2の用途は肥料・メタノール増産といった化学用途,
冷却用ドライアイス等の一般用途,原油増産を目的としたEOR(Enhanced Oil Recovery)用途など多岐にわたっているでつ。
米国 Petra Nova 社に納入したCO2回収装置は,世界最大のCO2回収量(4776トン/日)を有し、2016年12月末より商業運転が行われているでつ。
このCO2回収装置は,Power Engineering や Power Magazine、Engineering News Record(ENR)といった有名な業界誌内でも紹介。
CO2回収装置の更なる信頼性・経済性向上を最大のテーマに掲げ,現在も積 極的に研究開発を推進してるでつ。

一般的にCO2は,炭酸飲料や冷却用ドライアイス,溶接用シールドガス等で幅広く使われ,化学工業分野では肥料やメタノール等の原料として用いられているでつ。
また北米では原油増産を目的 としたEOR用途として、CO2が多く利用されているでつ。
このようにCO2は人間の経済活動に有用な面 を持つ一方,近年では地球温暖化の原因となる温室効果ガスとして取り沙汰されることが多いでつ。
2015年12月“国連気候変動枠組条約締約国会議(COP)”にてパリ協定が採択され,2016年11月に発効されたでつ。
このパリ協定は,2020年以降のCO2を含む温室効果ガス排出削減に関する新たな国際的枠組みでつ。
地球温暖化への世界的な関心の高まりとともに,化石燃料の燃焼などによって排出されるCO2を回収し,地中に貯留する,CCS(Carbon dioxide Capture and Storage)が注目。
国際エネルギー機関(IEA)は,2016年11月に発行した20Years for Carbon Capture and Storage の中でCCSの重要性を述べてて,パリ協定の目標を達成するため,
とりわけ CO2排出 量の大部分を占める発電部門への適用が期待されているでつ。
また最近は,回収したCO2を有効活 用するCCUCarbon dioxide Capture and Utilization)の研究が活発化しており,CO2回収の経済 性を高めるものとして注目されているでつ。
いずれにしても,CO2回収装置を今後広く普及させるためには,設備費・運転費の低減と技術の信頼性向上を両立させることが鍵となるでつ。
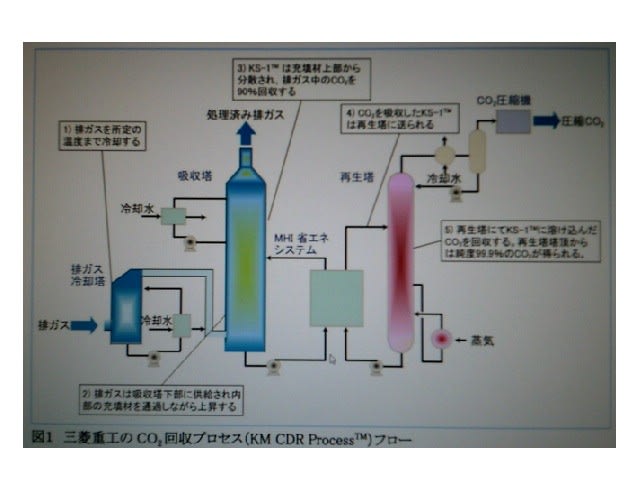
関西電力(株)と共同でCO2回収技術を開発し,独自のアミン吸収液 KS-1TM を用いたCO2回収プロセス KM CDR ProcessTM(1)を商業化。
このプロセスの特徴は,対象ガスに含 まれるCO2を90%以上回収(純度 99.9vol%以上)することができ,さらに独自の省エネ再生シス テムにより蒸気消費量の低減を実現。
図1に、CO2回収装置の概略フローを示すでつ。
1991 年に関西電力(株)と共同で建設した2トン/日パイロット試験装置(関西電力(株)南港発電 所内)が稼働し,以降,技術の開発・改良のための試験を継続。
不純物を多く含む石炭 焚き排ガスに関しては,1トン/日のパイロット試験装置(当社総合研究所内)及び 10 トン/日の実 証試験装置(電源開発(株)松島火力発電所内)での試験を
通じて運転実績及びノウハウを積重ね,2011年には500トン/日の CO2回収装置を米国大手電力会社サザンカンパニー/米国電 力研究所と共同で建設し,世界初の石炭火力発電所排ガスからの
CO2回収・貯留一貫実証試験 を実施。
この大規模実証試験を通じて得られた排ガス中の不純物挙動や,装置のスケール アップに関する知見を活用し,信頼性の高い数千トン/日規模の大型装置の商業化に成功。
図2に,実証試験/商用機の納入実績及び回収した CO2の用途を示すでつ。
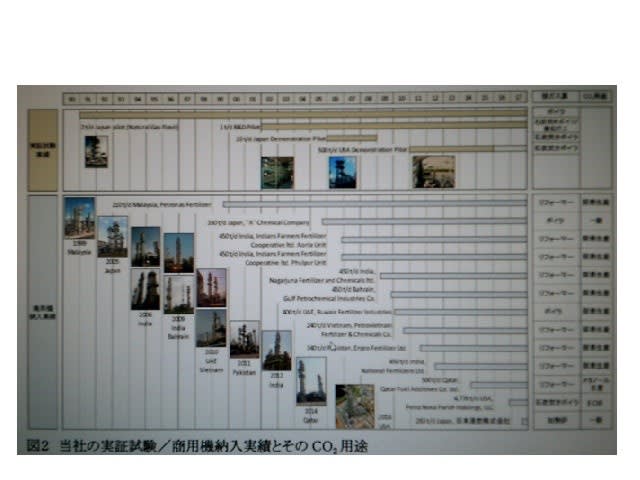
1999 年にマレーシアに納入した 210 トン/日の初号機は,納入以降 20 年近く運転を継続。
初号機納入以降,インドや中東諸国を中心にCO2回収装置を納入しており,いずれの装置 も現在に至るまで安定して稼働。
昨年 11 月には 13 基目の商用機となる日本液炭(株)向 け CO2回収装置が商業運転を開始。
回収した CO2は肥料・メタノール増産といった化学用途から冷却用ドライアイス等の一般用途,原油増産を目的とした EOR(Enhanced Oil Recovery)用途まで多岐にわたってて,
CO2回収量としては初号機の210トン/日から世界最大の 4776 トン/ 日まで幅広いでつ。
燃焼排ガスからのCO2回収装置の商業実績を有する競合他社は現在世界に数社存在するでつが,その中でもCO2 回収量,納入実績共に各社実績を大きくリードしているでつ(
調べでは, CO2回収量 100 トン/日以上の装置対象)。
JX 石油開発(株)及び米国独立系発電事業者のNRG エナジー社が共同で推進している大型 原油増進回収(EOR)プロジェクト向けに,世界最大となる CO2 回収装置(4776トン/日)を納入し,
2016年12月末に商業運転が開始。
プラント概要を表1に…
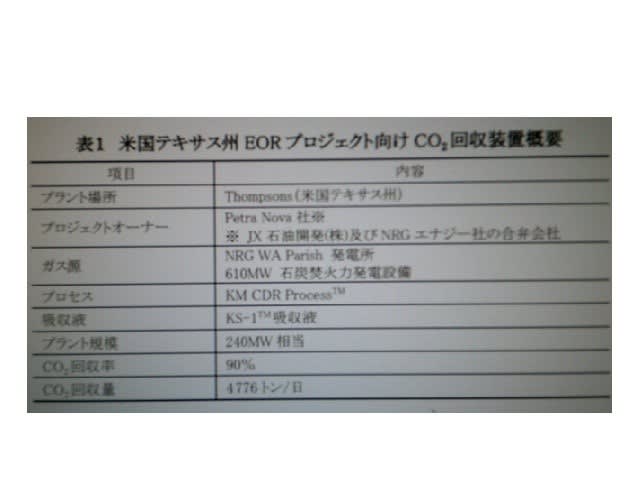
プラント完成写真を図3に示すでつ。

発電出力240MWに相当する排ガスから回収した CO2は,CO2圧縮機により圧縮された後, 約130kmのパイプラインを通じて油田に輸送・圧入されるでつ。
これにより,油田の生産量は従来の約 300 バレル/日から大きく増産される見込みで,2017年10月時点で約 4000 バレル/日の生産量が確認。
この CO2回収装置及び周辺設備のシステム構成を図4に示すでつ。
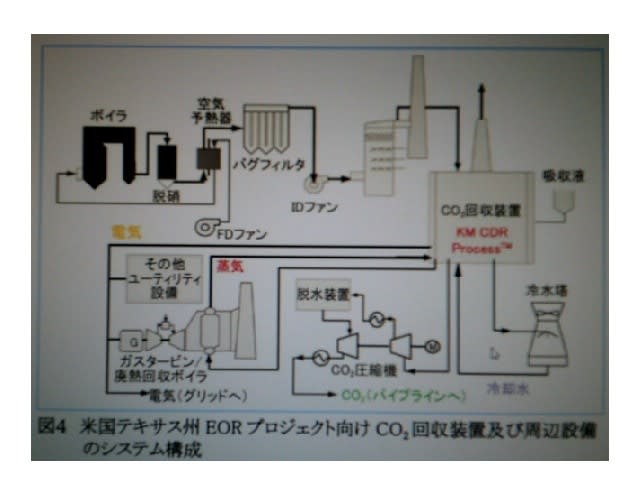
CO2回収装置の運転に必要な 電気及び蒸気は,付帯するガスタービン及び廃熱回収ボイラから供給されており,既設発電設備 の出力を低下させることなくCO2 回収を行うことが可能。
排ガス冷却塔,吸収塔は角型タワ ーを採用しており,建設工事の効率化及び工期短縮を実現。
また,CO2 圧縮機は,世界最大 級の8段ギアドコンプレッサを採用し,CO2 圧縮工程には,パイプ ライン輸送時の水分濃度規定をクリアするため,脱水機を設置。
本CO2回収装置に導入している新技術のうち,以下の3つについて紹介するでつ。
①自動負荷追従システム、② 改良型アミンエミッション低減システム、③ 改良型省エネ再生システム。
石炭火力発電所では,日々の電力需要に応じて運転負荷が調整されるでつ。
ボイラの運転状態は 常時変化し,それに伴い燃焼排ガス中の CO2 濃度などのガス性状や排ガス流量が変動。
そのため,従来システムにおいては CO2 回収装置の最適な運転状態を保つために,運転員による 細やかな調整が必要であったでつが,500 トン/日実証試験装置での
検証試験を通じて開発した CO2 回収装置の自動負荷追従システムの導入により,CO2 回収装置の最適運転維持及び運転 員の負荷低減を達成。
図5,6,7,8に自動負荷追従システムを用いた運転トレンドを示すでつ。
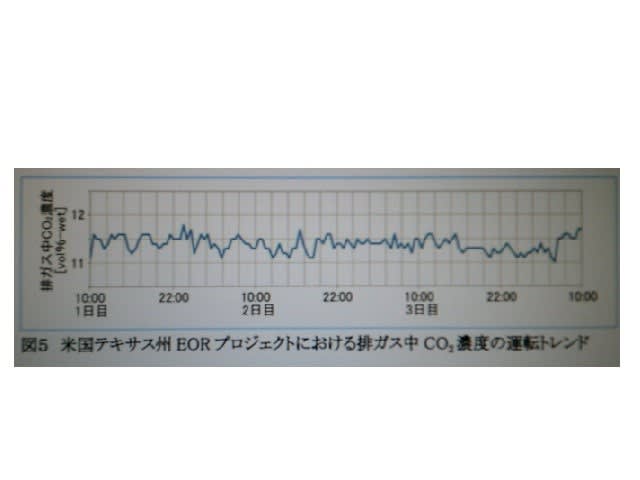
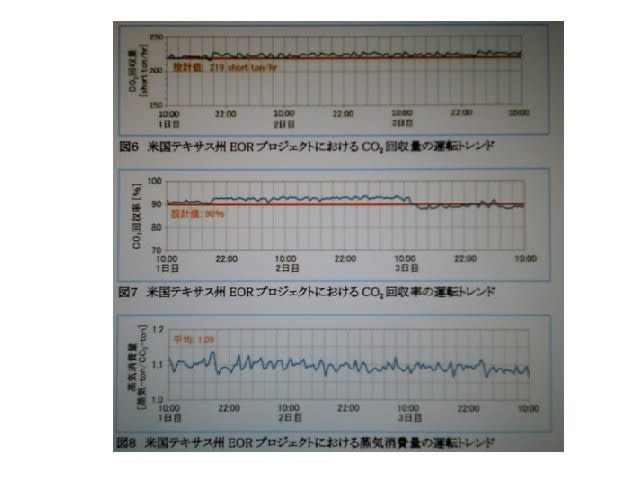
排ガス中の CO2濃度が大きく変動しても,最適な蒸気消費量の下,定格 CO2回収率及び回収量 を維持可能なシステムとなっているでつ。
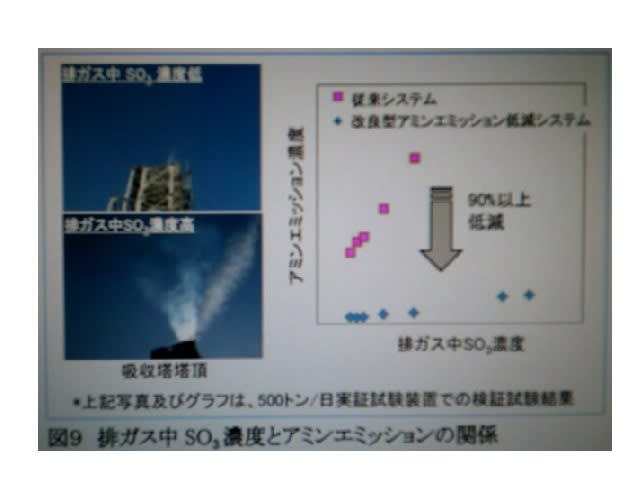
改良型アミンエミッション低減システムは、 CO2 除去後の排ガスが吸収塔から放出される際,吸収液の主成分である
アミンが僅かながら排ガスに同伴されるでつ(アミンエミッション)。
石炭焚き排ガスは多くの不純物を含んでいるが,特にSO3 については,低濃度であってもアミンエミッションを増大させる要因。
そのため,アミンエミッ ションによる吸収液の損失を防ぐため,改良型アミンエミッション低減システムを導入。
本シス テムについても,500 トン/日実証試験装置での検証試験で効果を確認(従来システムと 比較し 90%以上の低減を達成)。
図9に 500 トン/日実証試験装置での検証試験結果を示すでつ。
2009 年に実用化した省エネ再生システムから,更に約5%の蒸気消費量低減となる改良型省 エネ再生システムを採用しており,これまで納入したCO2回収装置の中で
最高の省エネ 性能を達成。
最近の取組は、新吸収液開発及びプロセス最適化近年は,現行吸収液 KS-1TM と同等の省エネ性能を有し,且つ化学的により安定で吸収液損 失が少なく,
アミンエミッションを大幅に低減できる新吸収液の開発に取り組んでいるでつ。
現在2トン/ 日パイロット試験装置(関西電力(株)南港発電所内)にて性能試験を継続して実施しており,これまでのところ、省エネ性能,
アミンエミッション共に計画値をクリアしているでつ。
今後は,周辺システム を含めたプロセス全体の最適化検討を実施し,早期実用化に向けて取り組むでつ。
全自動運転システム 自動負荷追従システムの実用実績と,これまで蓄積した膨大な商用機運転データを活用し, 装置の起動や停止などの非定常運転時の
操作ミスや運転員の負荷軽減を目的。
CO2回収装置の全自動運転システムの開発・構築に取り組んでいるでつ。
このシステムは,新設装置への導入 だけでなく,アフターサービスの一環として既存装置への導入も視野に入れているでつ。
コスト低減、今後 CO2回収装置を更に普及させるため,設備費・運転費の低減に向けたコストダウン活動を実施。
最近では,商用機の運転データ解析に基づく各機器/設備の最適化,機器配置 見直しによる省スペース化,装置モジュール化による現地工事費低減に取り組んでいるでつ。
また, ユーティリティなどの付帯設備を含めた全体プロセスの最適化によるコスト低減も進めているでつ。
他工業分野への展開 当社技術の新たな適用先として,従来の燃焼排ガスからのCO2回収に加え,よりCO2濃度の低い各種設備のプロセスガスへの適用を検討。
対象ガスの性状は設備で異なるが,いず れも化石燃料に由来した燃焼排ガスとは異なった成分を含んでいることから,各ガスに対応した 最適なプロセスを検討し,
実用化を目論んでいるでつ。
1990年より燃焼排ガスからの CO2回収技術の開発を進めてて,1999 年のマレーシ ア向け初号機から現在に至るまで,化学プラント,石炭焚発電所向けに多くの商用機を納入しており,
本分野において世界トップシェアを誇っているでつ。
CO2 回収装置は,優れた省エネ性能と高い信頼性を有しており,回収 CO2は肥料・メタノールなどの化学製品や EOR など様々な分野で用いられているでつ。
世界最大の CO2回収装置を納入した現在においても,更なる技術の信頼性・ 経済性向上に向けた研究開発を推進・継続しており,今後も本技術の普及促進によって,
環境・ エネルギー問題の解決に貢献していく所存でつ。
二酸化炭素の処理をどうするか…
火力発電のキーポイントだなぁ~