








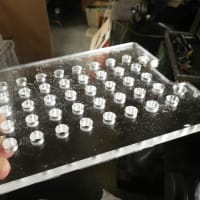
当社はマシニングセンタで切削加工をしております。NC加工、機械加工ともいいます。
以前はカストロール社の「シンタイロ9918」を使用していました。これは腐らなくていいんです。1年使って臭くなりません。臭くならない水溶性切削油なのです。
ただ問題が一つ。銅に対しては非常に錆びを生じさせるのです。銅に使っていると無色透明の「シンタイロ9918」が段々と緑青に染まっていきます。それが乾くとそこに緑青(銅のさび)がこびり付いて、機械が緑青でべたべたになってしまいます。さらには真鍮に使うと黒っぽく変色させます。
樹脂やアルミに使う分には問題ありません。
今使ってる水溶性切削油は日本クエーカーケミカル社の「ミクロカットKD」です。銅や真鍮に使ってもサビさせにくいです。油屋さんもそういってました。まずはこの夏を越えて今年中腐らなかったら一次試験は合格としましょう。
追記 2015.2.18
うちの加工材料はアルミ、真鍮、銅といった金属から、ナイロン、ABS、アクリルなど熱を持ちやすい樹脂を加工する場合もこの水溶性切削油を使っています。この「ミクロカットKD」を5年もずっと使っていますがほとんど問題ないです。
夏場にしばらく切削油を使わないと油が腐ってきます。すこし臭くなります。だから夏場は2週間に一回ぐらい切削油を循環させるようにしています。そうするとあまり臭くならないです。
まとめると
シンタイロ9918 樹脂○ アルミ○ 銅× 真鍮× 防腐○
-----------------------------------------------------------
ミクロカットKD 樹脂○ アルミ○ 銅○ 真鍮○ 防腐×
鉄やステンレスは少ししかやったことない。ステンを深さ0.3mmザグッたことはあります。その程度なら大丈夫でした。でもステンやるときって油性の切削油をそのままかけますよね?
以前はカストロール社の「シンタイロ9918」を使用していました。これは腐らなくていいんです。1年使って臭くなりません。臭くならない水溶性切削油なのです。
ただ問題が一つ。銅に対しては非常に錆びを生じさせるのです。銅に使っていると無色透明の「シンタイロ9918」が段々と緑青に染まっていきます。それが乾くとそこに緑青(銅のさび)がこびり付いて、機械が緑青でべたべたになってしまいます。さらには真鍮に使うと黒っぽく変色させます。
樹脂やアルミに使う分には問題ありません。
今使ってる水溶性切削油は日本クエーカーケミカル社の「ミクロカットKD」です。銅や真鍮に使ってもサビさせにくいです。油屋さんもそういってました。まずはこの夏を越えて今年中腐らなかったら一次試験は合格としましょう。
追記 2015.2.18
うちの加工材料はアルミ、真鍮、銅といった金属から、ナイロン、ABS、アクリルなど熱を持ちやすい樹脂を加工する場合もこの水溶性切削油を使っています。この「ミクロカットKD」を5年もずっと使っていますがほとんど問題ないです。
夏場にしばらく切削油を使わないと油が腐ってきます。すこし臭くなります。だから夏場は2週間に一回ぐらい切削油を循環させるようにしています。そうするとあまり臭くならないです。
まとめると
シンタイロ9918 樹脂○ アルミ○ 銅× 真鍮× 防腐○
-----------------------------------------------------------
ミクロカットKD 樹脂○ アルミ○ 銅○ 真鍮○ 防腐×
鉄やステンレスは少ししかやったことない。ステンを深さ0.3mmザグッたことはあります。その程度なら大丈夫でした。でもステンやるときって油性の切削油をそのままかけますよね?








※コメント投稿者のブログIDはブログ作成者のみに通知されます