









タンクキャップもだんだん形になってきました。
難しいロック部品もできました。

バネの取り付け部分を加工しています。

削り取った部分も溶接して形が戻りました。











形になってきました。

そろそろ底板の製作です。アルミ溶接はまだまだ未熟です。しかし少しずつ分かって来てビードが出てくるようになりました。手が震ってしまいます。気にせずどんどん溶接をしていきます。

あまり溶接部分は見せたくありませんが初心者でもできることを知っていただくために披露しました。

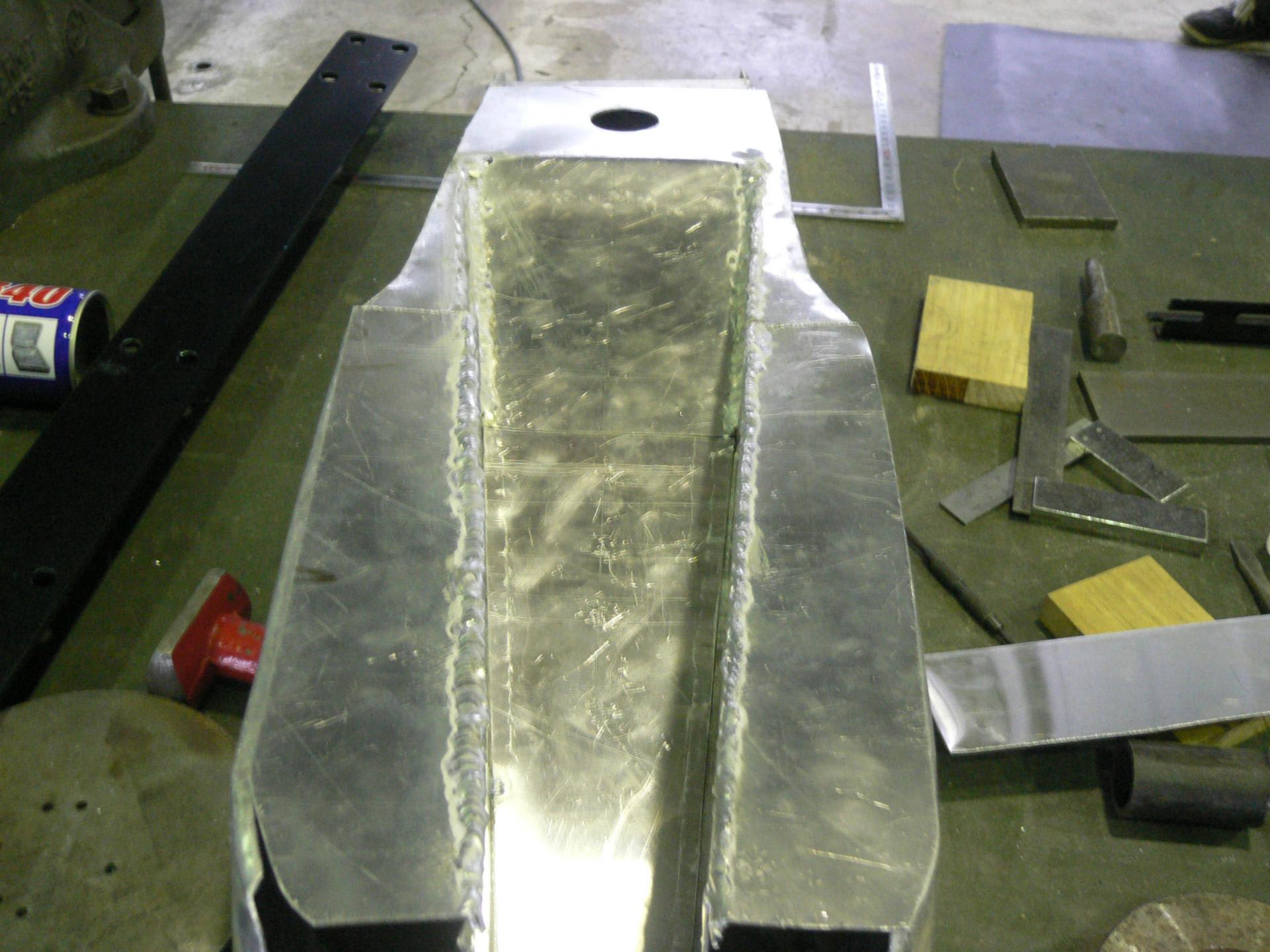
形になってきました。これからタンクキャップを溶接し、セパレーター(しきれ板)を2枚取り付けます。燃料取り出し口は後ろに立方体の溜まり部分を製作して燃料コックを取りつけます。
アルミのTIG溶接は電極と母材との距離、電流の強さが分かってくればなんとか溶接できます。美しくするには慣れとセンスが必要です。
完成する日が近づいてまいりました。 最終はシートとタンクは真っ赤に塗装し、HRCマークかウイングマークを張り付けて完成とします。

CYB350に張られていたタンクマークです。

1960年代に使われていたウイングマークです。実に美しい!!
「鳥のように自由に飛びまわれる。」ことをイメージしているそうです。

















































