








ウエステックの整列機は、振動と揺動の繰り返しで
部品を並べます。この振動というのがキモです。
振動は、部品を並べる為の手段であって、
目的ではありません。振動させずに並ぶのであれば、
それに越した事はありませんが、弊社のような
整列方式を採ると、振動は不可欠になります。
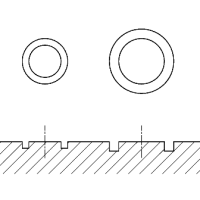
整列穴は、当然ですが並べる部品の外形寸法よりも
少し大きく加工されています。方向性のある部品ですと、
最初の内は整列穴に違う向きで入ろうとする
部品が大部分です。
では、どうやって整列穴の向きと部品の向きを
一致させるのか?そこで登場するのが振動です。
私達は、日常でも、何か引っ掛かっている物が有る時、
叩いて振動を与えたり、揺すったりして引っ掛かりを
外そうとします。
わかりやすい例が、"ふるい"です。例えば砂を入れ、
ふるいに掛けると、ふるいの網目より大きい砂だけが残り、
網目より小さい砂は下に落ちます。
その時、ただバサッと砂を入れるだけではダメです。
網目をくぐる大きさの砂であっても、隣の砂どうしが
押し合って網の上に乗っかっていたり、
砂がたまたま網目をくぐらない向きになっていたり
するからです。
そこに振動を与えると、文字通りふるいに掛ける事が
できるわけです。何度か網目をくぐろうとトライを
重ねる事で、その内にくぐって下に落ちます。
整列治具の場合は、ふるいとは違って底が有りますので、
下に落ちる(通過する)事はありません。
逆に、底があるゆえに、その底面に突起や凹み、
更には部品の形状に沿った形に加工する事で、
部品の向きを揃える手助けができます。
それを高度に突き詰めたのが、振動式整列機と
整列治具、と言えるかも知れません。
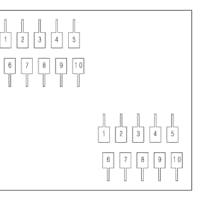
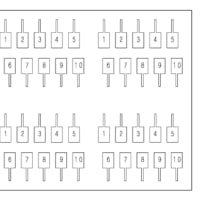
振動させる事により、部品を踊らせます。その内に、
整列穴の形状にマッチする方向に部品の向きが合い、
収納されます。向きが揃うと、あまり踊らないようになり、
整列した、と言える状態になります。
さて、ふるいでもそうですが、砂が簡単な形状をしていれば、
単純な揺すり方を繰り返すだけで、網目を落ちて行きます。
しかし、変な形の砂ばかりですと、網目に引っ掛かりやすいため、
縦に揺すったり、細かい揺すりと大きな揺すりを
織り交ぜなくてはなりません。
整列機も同じです。複雑な形状の部品を並べる場合は、
整列治具の穴形状もさる事ながら、整列機の整列プログラム
(振動条件)も複雑になる場合が多々あります。
また、どんなに複雑きわまりない振動でも、それを常に正確に
再現できる、という事も重要なポイントです。
実際、ウエステックの整列機で整列の調整をした整列治具を、
他社製の整列機にセットしたところ、複雑な整列プログラムで
動かせないがために、整列率が悪い、という事もありました。
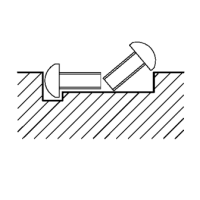
さて、ふるいの網目と大きさが近い砂がくぐろうとすると、
穴にかじり付く、という現象が起きます。
ふるいの網の目は、精度が出ていません。鉄線などの繊維を
編んである形ですので、仕方のない事ですが、それが原因で
かじる事があります。
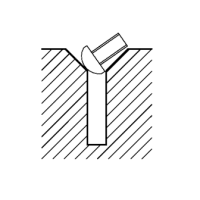
整列機でもかじりは起こり得ます。流れて来る部品の向きと、
整列穴の向きが合致していれば、かじる事はまずないのですが、
方向性のある部品で、違う向きだと、かじる場合が有ります。
整列治具の場合は、1穴1穴加工していますので、
精度は出せます。それでも、例えば正方形に近い部品で、
長辺と短辺の差がごくわずか、という場合は、
部品と整列穴の向きが90°違う時、かじる原因になります。
本来は部品の短辺が収まるべき整列穴の幅と、
部品の長辺の寸法が近いからです。
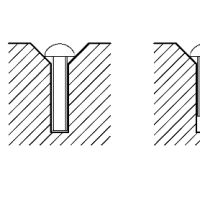
部品自体が、かじりが起きやすい寸法であれば、
整列穴の形状の方を工夫して、かじりを防ぎます。
例えば、整列穴の入口近辺は大きめの寸法にしておいて、
底に近い部分だけ、シビアな寸法にするなどです。
要は段付き穴です。
これだと、仮にかじっても、その範囲が狭いため、
かじり方が緩く、整列機の振動や、未整列の部品が
流れて来てぶつかる事で、かじりが外れやすくなります。
もちろん、この他にも様々なノウハウがあります。
ブログに書いていても、到底説明しきれません。
部品を並べます。この振動というのがキモです。
振動は、部品を並べる為の手段であって、
目的ではありません。振動させずに並ぶのであれば、
それに越した事はありませんが、弊社のような
整列方式を採ると、振動は不可欠になります。
整列穴は、当然ですが並べる部品の外形寸法よりも
少し大きく加工されています。方向性のある部品ですと、
最初の内は整列穴に違う向きで入ろうとする
部品が大部分です。
では、どうやって整列穴の向きと部品の向きを
一致させるのか?そこで登場するのが振動です。
私達は、日常でも、何か引っ掛かっている物が有る時、
叩いて振動を与えたり、揺すったりして引っ掛かりを
外そうとします。
わかりやすい例が、"ふるい"です。例えば砂を入れ、
ふるいに掛けると、ふるいの網目より大きい砂だけが残り、
網目より小さい砂は下に落ちます。
その時、ただバサッと砂を入れるだけではダメです。
網目をくぐる大きさの砂であっても、隣の砂どうしが
押し合って網の上に乗っかっていたり、
砂がたまたま網目をくぐらない向きになっていたり
するからです。
そこに振動を与えると、文字通りふるいに掛ける事が
できるわけです。何度か網目をくぐろうとトライを
重ねる事で、その内にくぐって下に落ちます。
整列治具の場合は、ふるいとは違って底が有りますので、
下に落ちる(通過する)事はありません。
逆に、底があるゆえに、その底面に突起や凹み、
更には部品の形状に沿った形に加工する事で、
部品の向きを揃える手助けができます。
それを高度に突き詰めたのが、振動式整列機と
整列治具、と言えるかも知れません。
振動させる事により、部品を踊らせます。その内に、
整列穴の形状にマッチする方向に部品の向きが合い、
収納されます。向きが揃うと、あまり踊らないようになり、
整列した、と言える状態になります。
さて、ふるいでもそうですが、砂が簡単な形状をしていれば、
単純な揺すり方を繰り返すだけで、網目を落ちて行きます。
しかし、変な形の砂ばかりですと、網目に引っ掛かりやすいため、
縦に揺すったり、細かい揺すりと大きな揺すりを
織り交ぜなくてはなりません。
整列機も同じです。複雑な形状の部品を並べる場合は、
整列治具の穴形状もさる事ながら、整列機の整列プログラム
(振動条件)も複雑になる場合が多々あります。
また、どんなに複雑きわまりない振動でも、それを常に正確に
再現できる、という事も重要なポイントです。
実際、ウエステックの整列機で整列の調整をした整列治具を、
他社製の整列機にセットしたところ、複雑な整列プログラムで
動かせないがために、整列率が悪い、という事もありました。
さて、ふるいの網目と大きさが近い砂がくぐろうとすると、
穴にかじり付く、という現象が起きます。
ふるいの網の目は、精度が出ていません。鉄線などの繊維を
編んである形ですので、仕方のない事ですが、それが原因で
かじる事があります。
整列機でもかじりは起こり得ます。流れて来る部品の向きと、
整列穴の向きが合致していれば、かじる事はまずないのですが、
方向性のある部品で、違う向きだと、かじる場合が有ります。
整列治具の場合は、1穴1穴加工していますので、
精度は出せます。それでも、例えば正方形に近い部品で、
長辺と短辺の差がごくわずか、という場合は、
部品と整列穴の向きが90°違う時、かじる原因になります。
本来は部品の短辺が収まるべき整列穴の幅と、
部品の長辺の寸法が近いからです。
部品自体が、かじりが起きやすい寸法であれば、
整列穴の形状の方を工夫して、かじりを防ぎます。
例えば、整列穴の入口近辺は大きめの寸法にしておいて、
底に近い部分だけ、シビアな寸法にするなどです。
要は段付き穴です。
これだと、仮にかじっても、その範囲が狭いため、
かじり方が緩く、整列機の振動や、未整列の部品が
流れて来てぶつかる事で、かじりが外れやすくなります。
もちろん、この他にも様々なノウハウがあります。
ブログに書いていても、到底説明しきれません。
※コメント投稿者のブログIDはブログ作成者のみに通知されます