








今日の題名は「点と面」です。小説の「点と線」とは
関係ありませんので悪しからず。
ウエステックの整列機は、部品を面単位で整列させる
装置です。
部品によって整列時間はバラバラですが、
概ね1~6分くらいで整列し終わります。
整列が簡単な部品であれば1~2分、
難しい部品で5~6分といったところです。
5分で整列率が悪かったとしても、
10分流せば良くなるのか、というと
必ずしもそうとは言えません。
7~8分も流して、整列率が悪ければ、
その部品は整列機で並べるのには
適さないという判断が出来ます。
10分以上流しても、整列率が良くなって
行かない場合が多いです。
その理由は様々ですが、整列済みの部品に、
未整列の部品が引っ掛かり、空いている
整列穴の場所までたどり着けなかったり、
せっかく並んでいる部品が、整列機の振動や
未整列の部品がぶつかる事で、
整列穴から出て行ってしまう、
といった現象が典型的な例です。
ここが、部品を一個一個供給する
パーツフィーダー等とは大きく異なる
特性の一つです。
一個一個供給する為には、一個一個の
整列が順次そこで完結する必要があります。
一方、面での整列の場合は、文字通り一面に
配置してある整列穴の、どこから並び始めても
良いわけです。
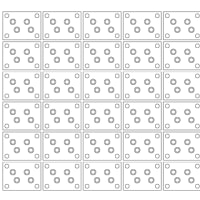
例えば、縦20列×横20列=計400ヶ所の整列穴が
配置されているとして、時間が経つに連れ、
全体的に少しずつ未整列穴が埋まり始める
というパターンが大部分です。
もちろん、流す部品の特性によって、
整列治具の奥の方が並びにくいですとか、
左右の端の方が並びにくい、というケースは
ありますが、手前側は8割以上並んでいるのに、
奥側は1個も並んでいない、といった現象は
起きません。
もし起きているとしたら、揺動を切り返す
タイミングが早過ぎて、部品が奥に流れ着く前に
流れが逆になって部品が戻って来たりといった、
整列機の設定を変えれば対処できる問題に
過ぎません。
整列機は、未整列の部品が、整列済みの部品に対し、
大なり小なり、何らかの影響を与えます。
一方で、一個一個供給する装置の場合は、
部品一個で完結しますので、後から流れて来ている
未整列の部品が、既に供給し終わった部品に対して
影響を与えるという事はありません。
一見すると面単位整列より優れているようにも
思えますが、どれか一個の部品が何らかの原因で
詰まったりすると、その後の部品の供給が
全て止まってしまいます。
例えば、整形品である部品のゲートの切り落としが
うまく行かずに、許容範囲を越えた大きなゲートが
残っており、部品供給中に引っ掛かる寸法に
なってしまっていたりする場合です。
抜き取り方式で部品検査はしていても、
ゲート不良の部品の発生率が非常に低い場合、
組立ラインに不良品が流れて来てしまう事は
珍しくありません。
一個一個部品を供給する装置は、
詰まって機能停止します。アラームを出し、
作業員が不良品を見付けて排出するまでは、
止まったままです。
ゲートの切り落とし不良が混じっている、
という情報が事前に周知されていれば、
まだ対処は早いですが、そういう現象が
初見だった場合は、止まっている原因が
分からなかったりして、復旧するまでに
かなりの時間を要する事になります。
ゲート不良の発生率は極めて低くても、
部品供給ラインでのその影響は多大です。
一方、面単位で部品を整列させる装置は、
ゲート不良の部品は並ばずに整列穴を
通過して行ってしまうか、もしくは
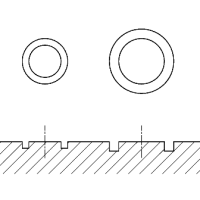
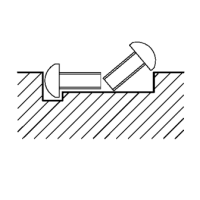
正常な姿勢より少し斜めになった状態で、
整列穴に入ったりします。
一個もしくは数個、整列治具の上で
斜めになっている部品が有ると、
目視でもすぐに発見できます。
コンマ数mmといった小さな部品でもです。
全ての部品が正しく並んでいると、
整列治具の上面は綺麗に平坦になって
いるように見えます。
そこに一個でも僅かに斜めの部品が有ると、
目立つのですぐに分かります。
完璧に掃除した床のカーペットの上だと、
米粒が一個落ちているだけで分かるのと
同じです。
つまり、面単位で並べる整列機は、
エラーの発見と修復が容易で、
チョコ停が起きない事になります。
また、基本的に部品が一個一個しか
出て来ないパーツフィーダーは、
供給スピードに自ずと限界が出て来ますが、
整列機は違います。
並びが非常に良い部品ですと、
1分間に何千個も並ぶ事もありますし、
1万個超並ぶ場合もあります。
関係ありませんので悪しからず。
ウエステックの整列機は、部品を面単位で整列させる
装置です。
部品によって整列時間はバラバラですが、
概ね1~6分くらいで整列し終わります。
整列が簡単な部品であれば1~2分、
難しい部品で5~6分といったところです。
5分で整列率が悪かったとしても、
10分流せば良くなるのか、というと
必ずしもそうとは言えません。
7~8分も流して、整列率が悪ければ、
その部品は整列機で並べるのには
適さないという判断が出来ます。
10分以上流しても、整列率が良くなって
行かない場合が多いです。
その理由は様々ですが、整列済みの部品に、
未整列の部品が引っ掛かり、空いている
整列穴の場所までたどり着けなかったり、
せっかく並んでいる部品が、整列機の振動や
未整列の部品がぶつかる事で、
整列穴から出て行ってしまう、
といった現象が典型的な例です。
ここが、部品を一個一個供給する
パーツフィーダー等とは大きく異なる
特性の一つです。
一個一個供給する為には、一個一個の
整列が順次そこで完結する必要があります。
一方、面での整列の場合は、文字通り一面に
配置してある整列穴の、どこから並び始めても
良いわけです。
例えば、縦20列×横20列=計400ヶ所の整列穴が
配置されているとして、時間が経つに連れ、
全体的に少しずつ未整列穴が埋まり始める
というパターンが大部分です。
もちろん、流す部品の特性によって、
整列治具の奥の方が並びにくいですとか、
左右の端の方が並びにくい、というケースは
ありますが、手前側は8割以上並んでいるのに、
奥側は1個も並んでいない、といった現象は
起きません。
もし起きているとしたら、揺動を切り返す
タイミングが早過ぎて、部品が奥に流れ着く前に
流れが逆になって部品が戻って来たりといった、
整列機の設定を変えれば対処できる問題に
過ぎません。
整列機は、未整列の部品が、整列済みの部品に対し、
大なり小なり、何らかの影響を与えます。
一方で、一個一個供給する装置の場合は、
部品一個で完結しますので、後から流れて来ている
未整列の部品が、既に供給し終わった部品に対して
影響を与えるという事はありません。
一見すると面単位整列より優れているようにも
思えますが、どれか一個の部品が何らかの原因で
詰まったりすると、その後の部品の供給が
全て止まってしまいます。
例えば、整形品である部品のゲートの切り落としが
うまく行かずに、許容範囲を越えた大きなゲートが
残っており、部品供給中に引っ掛かる寸法に
なってしまっていたりする場合です。
抜き取り方式で部品検査はしていても、
ゲート不良の部品の発生率が非常に低い場合、
組立ラインに不良品が流れて来てしまう事は
珍しくありません。
一個一個部品を供給する装置は、
詰まって機能停止します。アラームを出し、
作業員が不良品を見付けて排出するまでは、
止まったままです。
ゲートの切り落とし不良が混じっている、
という情報が事前に周知されていれば、
まだ対処は早いですが、そういう現象が
初見だった場合は、止まっている原因が
分からなかったりして、復旧するまでに
かなりの時間を要する事になります。
ゲート不良の発生率は極めて低くても、
部品供給ラインでのその影響は多大です。
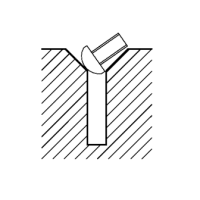
一方、面単位で部品を整列させる装置は、
ゲート不良の部品は並ばずに整列穴を
通過して行ってしまうか、もしくは
正常な姿勢より少し斜めになった状態で、
整列穴に入ったりします。
一個もしくは数個、整列治具の上で
斜めになっている部品が有ると、
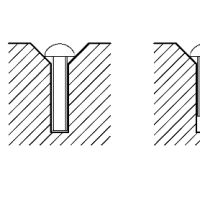
目視でもすぐに発見できます。
コンマ数mmといった小さな部品でもです。
全ての部品が正しく並んでいると、
整列治具の上面は綺麗に平坦になって
いるように見えます。
そこに一個でも僅かに斜めの部品が有ると、
目立つのですぐに分かります。
完璧に掃除した床のカーペットの上だと、
米粒が一個落ちているだけで分かるのと
同じです。
つまり、面単位で並べる整列機は、
エラーの発見と修復が容易で、
チョコ停が起きない事になります。
また、基本的に部品が一個一個しか
出て来ないパーツフィーダーは、
供給スピードに自ずと限界が出て来ますが、
整列機は違います。
並びが非常に良い部品ですと、
1分間に何千個も並ぶ事もありますし、
1万個超並ぶ場合もあります。
※コメント投稿者のブログIDはブログ作成者のみに通知されます