








ウエステックの整列治具は、樹脂製がほとんどですが、
樹脂の割には、極めて高精度な加工が求められます。
今まで金属の部品をメインで設計して来ていた人は、
厳しくても±0.1mmとか±0.2mmといった精度で使える
場所にしか、樹脂材料を採用して来なかった場合が
ほとんどのはずです。
そんな人達が、ウエステックの樹脂製整列治具の
精度を見ると、大抵は驚きます。
そればかりか、樹脂材料のメーカーの人達も、
ウエステックの加工精度には驚きます。
樹脂材料メーカーが、宣伝のために、加工精度が高い
(とそれまでは思っていた)サンプルを
持って来ている場合がありますが、
そのサンプルよりも、ウエステックで作った
加工品の方が精度が上だった事もありました。
樹脂は、基本的には軟らかいので、刃物で削ろう
としても、変形して逃げてしまう事がよくあります。
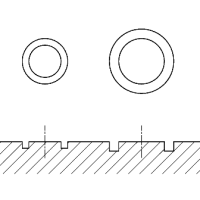
例えば、金属に対して細い丸穴をあけると、
できた穴径は、刃物径より僅かに大きいのが
普通ですが、樹脂の場合ですと、穴径は同じか、
逆に細くなっている場合も有ります。加工後に
刃物を抜くと、僅かながら元に戻ってしまって
いるのです。
そのため、加工後の寸法変化も考慮に入れて、
精度を出す必要があります。
そもそも、そんなに精度が必要なのか、
と言われそうですが、実際に必要です。
例えば、縦寸法が0.5mm、横寸法が0.6mmという
部品があったとします。部品の精度は±0.03mm
だったとします。
すると、部品の縦寸法は最大で0.53mmで、
横寸法は最小で0.57mmです。
これを、縦横を全て揃えて並べなければ
ならないとすると、整列穴の幅は0.54mm~0.56mm
の間に収まっていなければなりません。
縦向きの部品は入るが、横向きの部品は入らない
ようにするためです。
これが、もし穴幅が0.53mmになると、
縦寸法0.53mmの部品が流れて来ると、
穴にかじり付きます。
また、穴幅が0.57mmになると、縦向きの部品は
全て難なく入りますが、横寸法0.57mmの部品は、
かじり付きます。
つまり、0.55±0.01mmの精度で、整列穴はできて
いなければならない事になります。
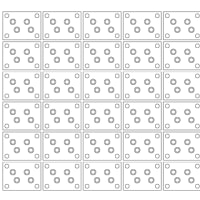
穴の数が少なければ、まだ何とかなるかも
知れませんが、±0.01mmの精度の穴を、
1枚の整列治具に1万個超、あけなければ
ならない事も珍しくありません。
しかも、材質がベークライトだった場合は、
加工が進んで行く内に、徐々に刃物が減って
細くなって行きます。尚のこと、加工精度を
保つのが難しくなります。
それでも、ウエステックの樹脂製治具は、
±0.01mmの精度の穴が1万ヶ所必要であれば、
加工します。実績も多数存在します。
上記のような精度は、比較的小さな穴の場合に
求められるものですが、これが大きな穴に
なって来ると、精度こそあまり求められませんが、
別の問題が出て来ます。
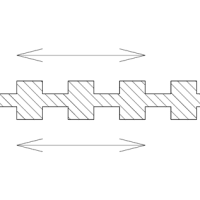
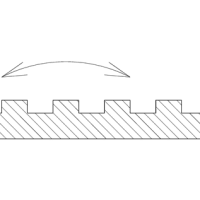
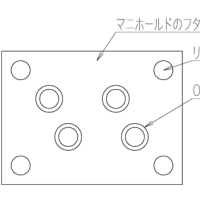
例えば、大きく深い角穴をあけようとします。
太い刃物を使えれば問題ないのですが、
穴の4隅に有る、部品のカドの逃げのRを
小さくしなければならない場合、
刃物径は細くなってしまいます。
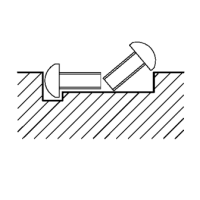
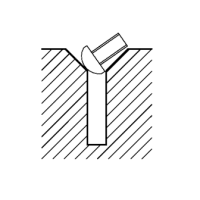
すると、刃物が細い割に、穴が深いので、
刃物(この場合はエンドミル)が、
先端に行くほど倒れてしまいます。

その現象を理解して戴くために、敢えて大袈裟な
絵になっていますが、このように、角穴の側面が
斜めになってしまう場合があります。
これですと、角穴の入口に対して、穴の底の方が
わずかに(例えば0.1mmとか)狭くなってしまう
事になります。
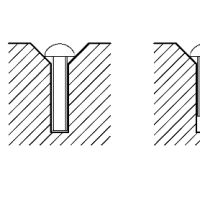
この穴に部品を入れると、入口はスムースに
くぐるものの、穴の途中でかじって止まってしまい、
穴の底まで行き着かない、といった現象が起きる
原因になります。
部品の現品が有る場合は、まだ良い方です。
入れてみればわかるからです。
部品が無く、図面通りに加工しさえすれば良い、
といった件ですと、穴の寸法測定をしてOKだと
思ったら、実はこのように穴がすぼまっていた、
なんて事にもなりかねません。
三次元測定器も、光学式のタイプですと、
こういったわずかな勾配は計れない事があります。
カメラのピントが斜面には合わせられないためです。
最近は、数ヶ所で撮影し、その撮影した写真を
合成して三次元の画像にして、その画像の方を測定する、
という測定器が売られています。
それを使えば、穴の側面が斜めになっているのが、
寸法的に確認できます。
ただ、こういった測定器は現時点では高価
(1千万円超)なので、このテの加工の件数が
多ければ何とかなりますが、年に数件レベルだと、
なかなか購入に踏み切れません。
穴ができるだけ斜めにならないように、
エンドミルを何周も回して、少しずつ追い込んで
行くしかありません。実際に削れる部分はわずかでも、
刃物を回している時間は、本加工の時と同じだけ
かかりますので、治具を何枚も加工しているのと
同じくらいの加工時間が必要になります。
樹脂の割には、極めて高精度な加工が求められます。
今まで金属の部品をメインで設計して来ていた人は、
厳しくても±0.1mmとか±0.2mmといった精度で使える
場所にしか、樹脂材料を採用して来なかった場合が
ほとんどのはずです。
そんな人達が、ウエステックの樹脂製整列治具の
精度を見ると、大抵は驚きます。
そればかりか、樹脂材料のメーカーの人達も、
ウエステックの加工精度には驚きます。
樹脂材料メーカーが、宣伝のために、加工精度が高い
(とそれまでは思っていた)サンプルを
持って来ている場合がありますが、
そのサンプルよりも、ウエステックで作った
加工品の方が精度が上だった事もありました。
樹脂は、基本的には軟らかいので、刃物で削ろう
としても、変形して逃げてしまう事がよくあります。
例えば、金属に対して細い丸穴をあけると、
できた穴径は、刃物径より僅かに大きいのが
普通ですが、樹脂の場合ですと、穴径は同じか、
逆に細くなっている場合も有ります。加工後に
刃物を抜くと、僅かながら元に戻ってしまって
いるのです。
そのため、加工後の寸法変化も考慮に入れて、
精度を出す必要があります。
そもそも、そんなに精度が必要なのか、
と言われそうですが、実際に必要です。
例えば、縦寸法が0.5mm、横寸法が0.6mmという
部品があったとします。部品の精度は±0.03mm
だったとします。
すると、部品の縦寸法は最大で0.53mmで、
横寸法は最小で0.57mmです。
これを、縦横を全て揃えて並べなければ
ならないとすると、整列穴の幅は0.54mm~0.56mm
の間に収まっていなければなりません。
縦向きの部品は入るが、横向きの部品は入らない
ようにするためです。
これが、もし穴幅が0.53mmになると、
縦寸法0.53mmの部品が流れて来ると、
穴にかじり付きます。
また、穴幅が0.57mmになると、縦向きの部品は
全て難なく入りますが、横寸法0.57mmの部品は、
かじり付きます。
つまり、0.55±0.01mmの精度で、整列穴はできて
いなければならない事になります。
穴の数が少なければ、まだ何とかなるかも
知れませんが、±0.01mmの精度の穴を、
1枚の整列治具に1万個超、あけなければ
ならない事も珍しくありません。
しかも、材質がベークライトだった場合は、
加工が進んで行く内に、徐々に刃物が減って
細くなって行きます。尚のこと、加工精度を
保つのが難しくなります。
それでも、ウエステックの樹脂製治具は、
±0.01mmの精度の穴が1万ヶ所必要であれば、
加工します。実績も多数存在します。
上記のような精度は、比較的小さな穴の場合に
求められるものですが、これが大きな穴に
なって来ると、精度こそあまり求められませんが、
別の問題が出て来ます。
例えば、大きく深い角穴をあけようとします。
太い刃物を使えれば問題ないのですが、
穴の4隅に有る、部品のカドの逃げのRを
小さくしなければならない場合、
刃物径は細くなってしまいます。
すると、刃物が細い割に、穴が深いので、
刃物(この場合はエンドミル)が、
先端に行くほど倒れてしまいます。
その現象を理解して戴くために、敢えて大袈裟な
絵になっていますが、このように、角穴の側面が
斜めになってしまう場合があります。
これですと、角穴の入口に対して、穴の底の方が
わずかに(例えば0.1mmとか)狭くなってしまう
事になります。
この穴に部品を入れると、入口はスムースに
くぐるものの、穴の途中でかじって止まってしまい、
穴の底まで行き着かない、といった現象が起きる
原因になります。
部品の現品が有る場合は、まだ良い方です。
入れてみればわかるからです。
部品が無く、図面通りに加工しさえすれば良い、
といった件ですと、穴の寸法測定をしてOKだと
思ったら、実はこのように穴がすぼまっていた、
なんて事にもなりかねません。
三次元測定器も、光学式のタイプですと、
こういったわずかな勾配は計れない事があります。
カメラのピントが斜面には合わせられないためです。
最近は、数ヶ所で撮影し、その撮影した写真を
合成して三次元の画像にして、その画像の方を測定する、
という測定器が売られています。
それを使えば、穴の側面が斜めになっているのが、
寸法的に確認できます。
ただ、こういった測定器は現時点では高価
(1千万円超)なので、このテの加工の件数が
多ければ何とかなりますが、年に数件レベルだと、
なかなか購入に踏み切れません。
穴ができるだけ斜めにならないように、
エンドミルを何周も回して、少しずつ追い込んで
行くしかありません。実際に削れる部分はわずかでも、
刃物を回している時間は、本加工の時と同じだけ
かかりますので、治具を何枚も加工しているのと
同じくらいの加工時間が必要になります。
※コメント投稿者のブログIDはブログ作成者のみに通知されます