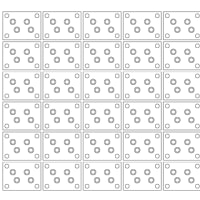
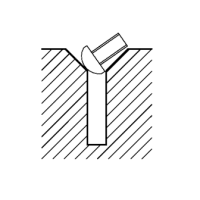
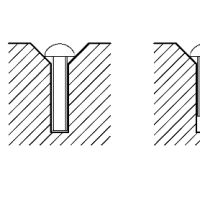
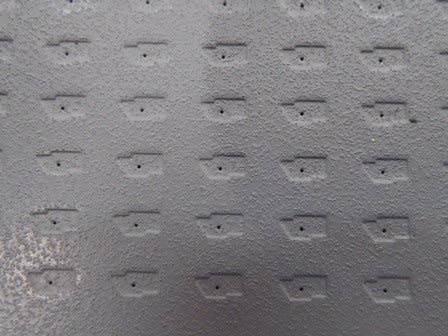
ウエステックの整列機は、多数の整列穴が加工された
平板状の整列治具に、部品をランダムに流し、
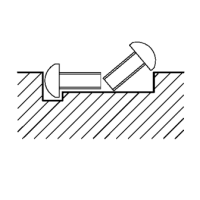
整列穴それぞれに、部品を一個一個、決まった向きに
収納させる、というものです。
じゃあ流れなかったらどうするの?
・・・並びません。
なので今回は、流れ難い部品を流す方法について
説明します。
整列機で流れ難い部品の種類を挙げますと、
ゴム部品,発泡部品(超軽量部品),
静電気が発生しやすい部品・・・
といった物が流れが悪く、整列率も上がらない
傾向があります。
①ゴム部品
ゴムの種類にもよりますが、少しベタつきがあり、
流れ難い物に対しては、基本的に強い振動を
与える必要がありますが、それでも限界があります。
その時は、整列治具の方に工夫を施すしかありません。
方法を何点か挙げます。
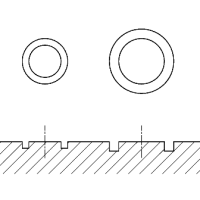
その1:
整列治具の表面に、スリット状の細い縦溝を
密集させて加工する。
これは、部品と整列治具の接触面積を減らす方法です。


溝の大きさは、流す部品によってアレンジしますが、
溝が小さくなればなるほど、その加工時間が長くなりますので、
整列治具の単価も上がる事になります。
その2:
整列治具の材質を、例えばMCナイロンの摺動グレード品に
変える方法。
但し、以前のブログにも書きましたが、
特にMCナイロンとかは加工時のバリが取れ難い材質ですので、
この方法が有効な部品の種類は、かなり限定的です。
その3:
整列治具の表面に、滑り性を持たせた表面処理を施す。
表面処理は、基本的に金属にしか出来ません。
かつ、整列機の搭載重量の制約から、アルミまでが
選択の限界です(鉄やSUSは整列機に乗りません)。
アルミであれば、表面を荒らしてテフロンを浸漬させたり、
滑り性を上げる特殊な塗装を施す事が可能です。

但し、その表面処理の膜厚分、整列穴の寸法が小さくなって
しまったり、エッジ部が丸みを帯びたりしてしまいますので、
注意が必要です。
--------------------------------------------------------
②スポンジや発泡スチロールのような超軽量部品
これはとにかく、その部品をお借りして整列実験してみるしか
ありません。仮に流れても、並ばない可能性があります。
部品自体が柔らかく、変形して違う向きに穴に入ってしまう
場合がある為です。
--------------------------------------------------------
③静電気
これが、或る意味、一番厄介です。
季節によっても静電気の強弱が変わりますし、
作業を始めたばかりの時間帯と、2時間ほど動かした後の
時間帯でも、帯電の強さが変わって来ます。
整列機に限らず、イオナイザーでイオンを照射して、
帯電を中和させる方法はよく使われていますが、
時間の経過と共に帯電状況が変わって来ますので、
フィードバック機能を持ったイオナイザーを使った方が
ベターです(それでも完全には無くなりませんが)。
イソプロピルアルコールなどで、整列治具をサッと拭くのも
効果がありますが、しばらく経つと、また帯電して来て
しまいます。
整列治具の材質を導電性のある物に変えたりする方法も
ありますが、期待したほどには効果は上がらない場合が
多いです。
一番確実な方法は、作業場の湿度を上げる事です。
展示会などでもよく見かける、ドライフォグと呼ばれる
結露しない霧を吹いて、部屋の湿度を上げます。
静電気の発生そのものを抑えるため、効果てきめんですが、
整列の工程では良くても、同じ作業室内でやる他の工程に、
その高い湿度が悪影響を与える場合が多々ありますので、
湿度を上げても支障がない環境に限られます。
静電気に対しては、決定打はないというのが実情です。
平板状の整列治具に、部品をランダムに流し、
整列穴それぞれに、部品を一個一個、決まった向きに
収納させる、というものです。
じゃあ流れなかったらどうするの?
・・・並びません。
なので今回は、流れ難い部品を流す方法について
説明します。
整列機で流れ難い部品の種類を挙げますと、
ゴム部品,発泡部品(超軽量部品),
静電気が発生しやすい部品・・・
といった物が流れが悪く、整列率も上がらない
傾向があります。
①ゴム部品
ゴムの種類にもよりますが、少しベタつきがあり、
流れ難い物に対しては、基本的に強い振動を
与える必要がありますが、それでも限界があります。
その時は、整列治具の方に工夫を施すしかありません。
方法を何点か挙げます。
その1:
整列治具の表面に、スリット状の細い縦溝を
密集させて加工する。
これは、部品と整列治具の接触面積を減らす方法です。
溝の大きさは、流す部品によってアレンジしますが、
溝が小さくなればなるほど、その加工時間が長くなりますので、
整列治具の単価も上がる事になります。
その2:
整列治具の材質を、例えばMCナイロンの摺動グレード品に
変える方法。
但し、以前のブログにも書きましたが、
特にMCナイロンとかは加工時のバリが取れ難い材質ですので、
この方法が有効な部品の種類は、かなり限定的です。
その3:
整列治具の表面に、滑り性を持たせた表面処理を施す。
表面処理は、基本的に金属にしか出来ません。
かつ、整列機の搭載重量の制約から、アルミまでが
選択の限界です(鉄やSUSは整列機に乗りません)。
アルミであれば、表面を荒らしてテフロンを浸漬させたり、
滑り性を上げる特殊な塗装を施す事が可能です。
但し、その表面処理の膜厚分、整列穴の寸法が小さくなって
しまったり、エッジ部が丸みを帯びたりしてしまいますので、
注意が必要です。
--------------------------------------------------------
②スポンジや発泡スチロールのような超軽量部品
これはとにかく、その部品をお借りして整列実験してみるしか
ありません。仮に流れても、並ばない可能性があります。
部品自体が柔らかく、変形して違う向きに穴に入ってしまう
場合がある為です。
--------------------------------------------------------
③静電気
これが、或る意味、一番厄介です。
季節によっても静電気の強弱が変わりますし、
作業を始めたばかりの時間帯と、2時間ほど動かした後の
時間帯でも、帯電の強さが変わって来ます。
整列機に限らず、イオナイザーでイオンを照射して、
帯電を中和させる方法はよく使われていますが、
時間の経過と共に帯電状況が変わって来ますので、
フィードバック機能を持ったイオナイザーを使った方が
ベターです(それでも完全には無くなりませんが)。
イソプロピルアルコールなどで、整列治具をサッと拭くのも
効果がありますが、しばらく経つと、また帯電して来て
しまいます。
整列治具の材質を導電性のある物に変えたりする方法も
ありますが、期待したほどには効果は上がらない場合が
多いです。
一番確実な方法は、作業場の湿度を上げる事です。
展示会などでもよく見かける、ドライフォグと呼ばれる
結露しない霧を吹いて、部屋の湿度を上げます。
静電気の発生そのものを抑えるため、効果てきめんですが、
整列の工程では良くても、同じ作業室内でやる他の工程に、
その高い湿度が悪影響を与える場合が多々ありますので、
湿度を上げても支障がない環境に限られます。
静電気に対しては、決定打はないというのが実情です。