








ウエステックの整列機で、平べった過ぎて表裏が
引っ繰り返り難い部品は、特別な方法を使って
引っ繰り返す、と先週のブログで書きました。
前回は昇降式回収パレットの話でしたが、
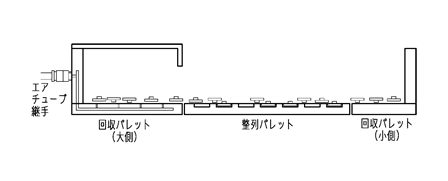
今回はエア吹き式回収パレットの話です。
前回も少し触れました通り、エアホッケーのような
原理です。
回収パレット(部品を溜めておく部分)の底板に、
整列に影響の出ないくらいの細い穴を数ヶ所
加工しておき、そこからエアを吹き出します。
こうする事により、回収パレットに流れ込んで来た
部品を舞い上がらせ、表裏を引っ繰り返す事が
できます。
欲を言えば、整列穴とは表裏逆向きになっている
部品だけを引っ繰り返したいところですが、
さすがにそれはできません。
ただ、整列穴とは表裏逆向きになっている部品は、
そのままだと永久に並びませんし、整列穴と表裏の
向きが合っている部品はどんどん並んで行きますので、
回収パレットに流れ込んで来る部品の表裏の割合は、
逆向きの方が多くなりますから、それをとにかく
引っ繰り返してやれば、逆向きが残るのを
解消できます。
厳密に言えば、舞い上がらせても、また同じ向きに
着地する部品も有るはずですが、繰り返して行く内に、
間違いなく逆向きは減って行きます。
なお、当然ですが、整列治具(整列パレット)には、
この吹き上げ穴は加工しません。整列穴を目指して、
同じ向きで順調に近付いて来ている部品さえも、
舞い上がらせてしまうからです。
前回も少し触れましたが、所詮エアですので、
部品が重いと舞い上がらない事から、
その場合は前回紹介した昇降式回収パレット
という選択になります。

エアを吹き出すタイミングですが、これは回収パレットに
部品が流れ込んで来る時、という事になります。
回収パレットから部品が出て行く時に舞い上がらせて
しまうと、部品が暴れ過ぎた状態で出て行きますので、
回収パレットの近くに加工されている整列穴だけ、
整列率が悪くなります。

整列機の傾斜の向きに合わせて、コントローラから
外部に信号を出す事ができますので、
それでソレノイドバルブをON/OFFさせれば
良いわけです。
また、エアの吹き出し量を調節できた方が良いので、
エアのラインにはスピードコントローラを入れます。
なお、エア吹き回収パレットには、エアチューブが
つながりっぱなしになりますので、整列機の揺動と振動に
合わせて、エアチューブも揺れる事になります。
しかし、大した吹き出し量は要らないため、
φ6mmくらいのチューブでも充分ですので、
あまり邪魔にはならないかと思います。
さて、実はこのエア吹き回収パレット、部品の表裏を
引っ繰り返す時だけに使うわけではありません。
部品どうしの絡みや、貼り付きを解消させる時にも、
有効な場合が多いです。
絡みやすい部品と言えば、やはりスプリングです。
整列機に投入する前に、絡みを取ってから流しても、
整列機で振動と揺動を繰り返している内に、
徐々にまた絡みが増えて行きます。
たまに、最初は絡んでいたスプリングが、
整列機の振動で絡みが取れる場合も有りますが、
これはレアケースと言えます。
通常は徐々に絡みが増えて行くスプリングですが、
その解消にも、エア吹きは効果的な場合が有るのです。
この時は、エアを強めに吹き付ける必要があります。
スプリングは、当然ですが、エアが通り抜けやすい
形をしていますので、掻き回すくらいの強さが必要です。
また、別の部品で、薄くて軽いと、2枚とか3枚とかで
綺麗に重なったまま流れ続けたりする物があります。
更に、ゴムのような材質の部品も、整列機に投入する前に
ばらけさせておいても、振っている内にまたくっつき
始めたりする物が有ります。
それらの解消にも、エア吹き回収パレットが
役立つ事があります。
引っ繰り返り難い部品は、特別な方法を使って
引っ繰り返す、と先週のブログで書きました。
前回は昇降式回収パレットの話でしたが、
今回はエア吹き式回収パレットの話です。
前回も少し触れました通り、エアホッケーのような
原理です。
回収パレット(部品を溜めておく部分)の底板に、
整列に影響の出ないくらいの細い穴を数ヶ所
加工しておき、そこからエアを吹き出します。
こうする事により、回収パレットに流れ込んで来た
部品を舞い上がらせ、表裏を引っ繰り返す事が
できます。
欲を言えば、整列穴とは表裏逆向きになっている
部品だけを引っ繰り返したいところですが、
さすがにそれはできません。
ただ、整列穴とは表裏逆向きになっている部品は、
そのままだと永久に並びませんし、整列穴と表裏の
向きが合っている部品はどんどん並んで行きますので、
回収パレットに流れ込んで来る部品の表裏の割合は、
逆向きの方が多くなりますから、それをとにかく
引っ繰り返してやれば、逆向きが残るのを
解消できます。
厳密に言えば、舞い上がらせても、また同じ向きに
着地する部品も有るはずですが、繰り返して行く内に、
間違いなく逆向きは減って行きます。
なお、当然ですが、整列治具(整列パレット)には、
この吹き上げ穴は加工しません。整列穴を目指して、
同じ向きで順調に近付いて来ている部品さえも、
舞い上がらせてしまうからです。
前回も少し触れましたが、所詮エアですので、
部品が重いと舞い上がらない事から、
その場合は前回紹介した昇降式回収パレット
という選択になります。
エアを吹き出すタイミングですが、これは回収パレットに
部品が流れ込んで来る時、という事になります。
回収パレットから部品が出て行く時に舞い上がらせて
しまうと、部品が暴れ過ぎた状態で出て行きますので、
回収パレットの近くに加工されている整列穴だけ、
整列率が悪くなります。
整列機の傾斜の向きに合わせて、コントローラから
外部に信号を出す事ができますので、
それでソレノイドバルブをON/OFFさせれば
良いわけです。
また、エアの吹き出し量を調節できた方が良いので、
エアのラインにはスピードコントローラを入れます。
なお、エア吹き回収パレットには、エアチューブが
つながりっぱなしになりますので、整列機の揺動と振動に
合わせて、エアチューブも揺れる事になります。
しかし、大した吹き出し量は要らないため、
φ6mmくらいのチューブでも充分ですので、
あまり邪魔にはならないかと思います。
さて、実はこのエア吹き回収パレット、部品の表裏を
引っ繰り返す時だけに使うわけではありません。
部品どうしの絡みや、貼り付きを解消させる時にも、
有効な場合が多いです。
絡みやすい部品と言えば、やはりスプリングです。
整列機に投入する前に、絡みを取ってから流しても、
整列機で振動と揺動を繰り返している内に、
徐々にまた絡みが増えて行きます。
たまに、最初は絡んでいたスプリングが、
整列機の振動で絡みが取れる場合も有りますが、
これはレアケースと言えます。
通常は徐々に絡みが増えて行くスプリングですが、
その解消にも、エア吹きは効果的な場合が有るのです。
この時は、エアを強めに吹き付ける必要があります。
スプリングは、当然ですが、エアが通り抜けやすい
形をしていますので、掻き回すくらいの強さが必要です。
また、別の部品で、薄くて軽いと、2枚とか3枚とかで
綺麗に重なったまま流れ続けたりする物があります。
更に、ゴムのような材質の部品も、整列機に投入する前に
ばらけさせておいても、振っている内にまたくっつき
始めたりする物が有ります。
それらの解消にも、エア吹き回収パレットが
役立つ事があります。