









注文しておいた快削真鍮棒が厳重な梱包で届いたのでさっそく加工した
スプリングコレットにセットして1ミリセンタドリルで揉みつけてから1.6ミリドリルでボーリング

諸般の事情(笑)でミニサーキュラソーテーブルで3ミリ長に切断
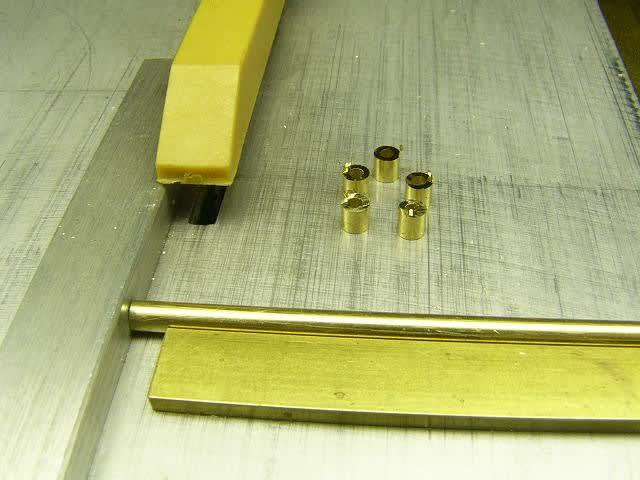
ピンバイスにセットしてM2タップを立てて出来上がり (手前列が快削 奥列は普通の真鍮で左から2個目は芯が出ていない)

1.6ミリドリルでボーリングすると快削でもおよそ5ミリ掘ると嫌な音が出始める
そこからは油を付け付け8ミリほどまで掘ると3ミリのカラーを2個切り分けることが出来る
これを突っ切りバイトでやるとバイトの厚さが1.8ミリもあるので10ミリ以上掘らなければならない
1個づつ作るなら6ミリほど掘れば良いのだが面倒だ
タップ立ても長いままやると袋穴なのでかえって面倒になるので切り離してから先タップで根元まで通しておいた
自己流ながら必要数+予備が出来たので納品しよう
スプリングコレットにセットして1ミリセンタドリルで揉みつけてから1.6ミリドリルでボーリング
諸般の事情(笑)でミニサーキュラソーテーブルで3ミリ長に切断
ピンバイスにセットしてM2タップを立てて出来上がり (手前列が快削 奥列は普通の真鍮で左から2個目は芯が出ていない)
1.6ミリドリルでボーリングすると快削でもおよそ5ミリ掘ると嫌な音が出始める
そこからは油を付け付け8ミリほどまで掘ると3ミリのカラーを2個切り分けることが出来る
これを突っ切りバイトでやるとバイトの厚さが1.8ミリもあるので10ミリ以上掘らなければならない
1個づつ作るなら6ミリほど掘れば良いのだが面倒だ
タップ立ても長いままやると袋穴なのでかえって面倒になるので切り離してから先タップで根元まで通しておいた
自己流ながら必要数+予備が出来たので納品しよう






