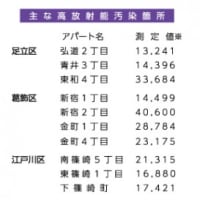
【六ヶ所再処理】工場周辺住民の被爆を国は認識
見つかった重大な欠陥。ガラス固化できる見込みなし
http://cnic.jp/modules/news/article.php?storyid=336 より
六ヶ所再処理工場では、クリプトン85を全量大気中に放出することになっており、毎年大量(330,000,000,000,000,000Bq=33京ベクレル)放出。
放出した放射性物質は、雲となり雨となり日本全国へ。
工場周辺住民の被爆を国は認識している
国や事業者、青森県は【再処理工場から出る放射性物質は、できるだけ取り除き】としていますが、クリプトン85の例にあるように、技術的に除去可能な放射能の除去を日本原燃は怠っています。また国もそれを認めています。
大気中に大量放出される放射性物質
放射性クリプトン85が33京ベクレル、トリチウム(三重水素:放射能の水素)は1900兆ベクレル、放射性炭素14が52兆ベクレル、放射性ヨウ素が280億ベクレルなど。これらの放射能は、高さ約150メートルの排気塔から排風機を使って時速約70キロメートルの速さで大気中に放出される。
海に大量放出される放射性物質
トリチウムが1.8京ベクレル、ヨウ素2130億ベクレルなど。六ヶ所村の沖合3キロ、水深44メートルに設置された海洋放水管の放出口からポンプを使って時速約20キロで放出される。
日本国民全員を被爆させている
なぜ【法令で定められた基準年間1ミリシーベルト】という"被ばくの基準"があるかと言えば、日本で55基もの原子力発電所を運転しているため、自然放射線以外の人工放射能による被ばくを予定しなければならない。日本に原子力発電所や再処理工場がなければ、このような放射能からの被ばくを問題にする必要もなく、法律で被ばく量を定める必要もない。
六ヶ所再処理の末期症状
高レベル廃液濃縮缶よ、おまえもか
2011.2.21 美浜の会
六ヶ所再処理工場では、ガラス固化溶融炉に致命的な技術的欠陥があることは周知の事実であるが、その前段階にある高レベル廃液の濃縮工程にも重大な欠陥のあることが明らかになった。
昨年7月30日、高レベル廃液濃縮缶Aの温度計を交換する作業で、温度計保護管内に濃縮缶内の廃液が漏えいしているのが発見され、その原因に関する調査報告書(以下「報告書」)が今年1月19日に公表された。そこには、濃縮缶の実に驚くべき問題・欠陥が示されている。
1.高レベル廃液濃縮缶からの漏えいと驚くべき対策
濃縮缶自体の問題に入る前に、きっかけとなった高レベル廃液濃縮缶からの漏えい事故について簡単に見ておこう。
濃縮缶の役割は、再処理でウランとプルトニウムを抽出した後の高レベル廃液を、蒸気を飛ばして濃縮することである。
濃縮缶はガラス固化工程の前段に2基(A、B)あるが、Bは「長期予備」とされている。缶内の高レベル廃液を、螺旋状の管(コイル)や底部ジャケットを流れる蒸気で暖め、低圧で水分を蒸発させて濃縮する装置である(次頁の図参照)。
こうして濃縮された高レベル濃縮廃液は貯槽を経て、ガラス固化溶融炉に導かれる。缶内の廃液温度を測るため、保護管が外部から挿入され、その中に温度測定部品が入れられている。
今回の漏えいの原因は、低部温度を測定するための保護管の缶底に近い部分(右図B部分の先端付近)に腐食孔が生じたことであった。
対策として、腐食孔を溶接で塞ぐ等が考慮されたが無理だと判断された。
結局、保護管内に圧搾空気を送り続け、その内部圧力を缶内廃液圧力より高くして廃液の侵入を防ぐことにした。人が近づけないセル内では、通常なら簡単にできる修理さえも行えないことを如実に示したのだ。
2.温度計保護管の腐食はなぜ起きたのか-驚くべき事実経過
2006年4月にアクティブ試験の再処理が開始されてから2008年12月までに、濃縮缶による濃縮工程は10バッチ分行われている(表1)。
処理期間(処理日数)は「報告書」添付資料-29の図から読みとったが、残念ながら第1~4バッチ分のデータは書かれていない。この表1から2つの事実が読みとれる。
(1)下部温度が第1~4バッチでは約56℃で推移しているが、第5
バッチから急速に上昇している。
(2)処理日数が著しく上昇している。これら底部温度高と処理時間の増加は、下記グラフで示すように関連している。
廃液は缶の上部から注ぎ、水分を蒸発させた濃縮廃液を下部から吸い上げ移送する(下図参照)。
この過程で、溶解度の低いストロンチウム-バリウム硝酸塩やモリブデン-リン酸の化合物が析出して次第に底部に貯まり、それが廃液の対流を妨げて温度が上昇したと考えられている(添付資料29-3頁)。
ただし、グラフが示すように第9と10バッチでは温度が少し下がっている。
それは下記の第10バッチトレンドグラフから分かるように減酸運転によって沸点を低下させたこと、同時に析出物の再溶解を促したためと考えられている。
処理時間が長引いたのはこのような減酸運転を繰り返したためであった。
しかし結局は、温度高が原因となって温度計保護管の最下部付近で腐食が進行したとされている。
もし濃縮工程を継続すれば、腐食がいずれ加熱コイルに及ぶのは必定である。事実、英国セラフィールド再処理工場ではコイルの腐食穴あきが何度も起こっている。
ついに現存の濃縮缶A、B、Cとは別にDを導入して2014年から運転する予定で、そのために約3億ポンド(約400億円)も投入している。
六ヶ所再処理工場の濃縮缶は英国の技術を導入したと言われている。
3.ガラス固化への影響
上記のように濃縮缶底部にはだんだんと多くの不溶解成分が蓄積するが、その底部から濃縮廃液を引き出してガラス固化工程に導くようになっている。
したがって、第5バッチ以降はより多くの不溶解成分がガラス固化溶融炉に注がれることになるが、これはガラス固化に大きな困難をもたらすに違いない。
実際、これまでのガラス固化で「低粘性流体」と呼ばれるモリブデン化合物がガラス固化溶融炉内でガラス材に溶け込まずに析出し、それがガラス固化工程に一定の困難をもたらした。
原燃の報告(2009.12.18)でも不溶解残渣成分として白金族とともにモリブデン酸ジルコニウムが確認されている。英国でも、イエローフェーズと呼ばれるモリブデン化合物のガラス固化体からの析出が問題になってきた。
ただし念のために言えば、これらの不溶解成分は、2008年10月に
大きな問題になった不溶解残渣とは別ルートのものである。
右図で示すように濃縮缶を経てくる高レベル濃縮廃液は分離建屋の高レベル廃液濃縮系からくるのに対し、不溶解残渣はより上流にある前処理建屋の清澄機から直接きている。
結局、不溶解残渣を混ぜなくても、濃縮缶から第5バッチ以降にくる濃縮廃液には多くの不溶解成分が混ざってくることになる。
ところが、これまでガラス固化された濃縮廃液は約55tU分だと推定されるので(洗浄運転のため本来の約64%)、表1に照らすと濃縮の第2バッチ分の一部までしか用いていないことになる(第1+第2で74tU。下図では第2ステップまで)。そのような「きれいな」廃液でさえガラス固化は停滞した。
もし仮に今後もガラス固化を継続すれば、より多くの不溶解成分を含む廃液を用いるため、たとえ不溶解残渣を混ぜなくても、ガラス固化は一層困難になる
この新たに判明した事実を踏まえればなおのこと、六ヶ所再処理工場でガラス固化が行える見込みはないと、確信をもって主張できるのである。