









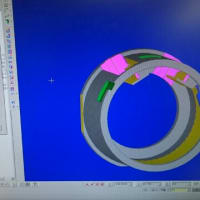
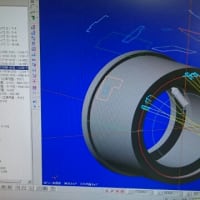
精度の出る感じとか癖なんかも見つつ、少しづつ鏡筒辺りも加工し始めてます。
こんな感じで円筒を大きく削り取る時なんかは、旋加工を先に終わらせてから削り取ります。
理由は、後から旋加工仕上げを入れると、断続加工になり振動を拾ってビビっちゃうからです。
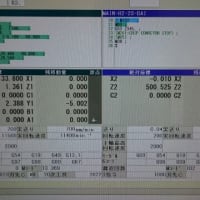
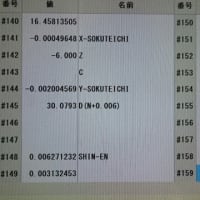
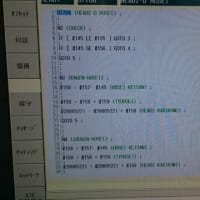
ちなみに真円度は5μくらい。
全長、同軸、平面、平行度±10μ
溝幅±5μ
角度交差±0.03度
なんとかオーケーでした。
A5056辺りだと案外変形はしないものです。でも、A2017はちょっと癖がありますね。
まあ、いずれにせよ粗加工でいかに変な応力をかけないで削るか。。ですね。
てか、時々普通交差の±0.03mmのような感覚で角度交差に±0.03度とか入れてる図面見かけますが、
結構鬼畜交差じゃないですか?
精度出なくて客先に相談すると、
「そんなに厳しいとこじゃないので、そのまま納品してください」とかあっさり言われたりするんですよね(@_@)
こっちはかなり必死に加工してるので、必要ないなら出来ればもう少し緩く寸法をいれて欲しいのものです。。




うちも以前角度シビアに測れないと言ったらNCの数値あってればいいよと言われたことありますね
コメントありがとうございます。
そうなんですよね。ホントに厄介です。
測定誤差もありますし、交差が緩ければ緩いほど嬉しいですね(笑)