








NTXには機内計測装置をオプションで付けてます。
XYZ軸の位置とかズレとか、
C軸を使って角度とかも測れたりします。
ついでに測定部の直径なんかも出してくれるのでなかなか便利です。
ちなみに、付属で付いて来た測定マクロはATC側の補正のみです。
最近±5μの穴がある品物が160個となかなかの数で受注しました。
深さが0.3mmしかないので内径バイトで加工するのですが、ミーリング工程を含めるとなかなか時間がかかるのでなるべく熱変位による不良は少なくしたい。
センターズレを補正出来る、
ATC側で加工すりゃ安定感はあるのですがいかんせん遅い。
ので、時短のためにはタレットの下刃物台で旋加工はすべてやりたい。
が、加工後じゃないと熱変位の補正が出来ないし公差外だった場合むだになってしまう…
とは言え、加工途中でいちいち止めて測定して補正をするのも面倒。
と言う訳で、下刃物台が加工した直径をATCで測り下刃物台に直径のずれ量をフィードバックかけると言うマクロを作ってみました。

これを加工の途中に、
計測マクロと一緒に実行するようにPGします。
システム変数の最初に、
#1000とか#2000を付けると他の系統にアクセス出来ると言うことがわかったので、そいつを利用してみました。
それ以外はただ計算してるだけなのですが(´ー`)
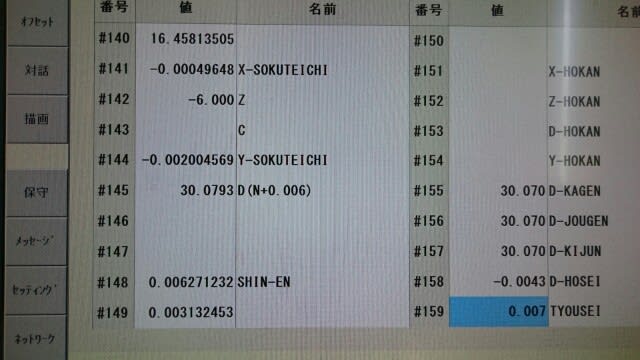
公差のレンジが広い品物の時は、
無理に毎回補正かけなくてもいいかなと思って、#155#156に上限と加減を設定しようと思って組み込んだのですが、
よく考えたら、どうせ毎回測るんだから常に中央値にするようにすりゃ良いじゃんと、言うことに気が付いて狙い値と上限下限値は同じと言うことに(笑)
これでバッチリだろうと思いきや、
流していくうちに謎のズレが発生してきて。
機械温度や室温でプローブの径やらなんやらが変化してしまう関係なのか、
、、
よくわからんので、
実測値でのズレを強制的に(#159)補正をかけるようにしたところ、
こりゃもうバッチリ(笑)
ほんで、またズレるようだったら#159にまたその分の値を入れ直せばオーケー!
新しい技が増えました(^^)v

XYZ軸の位置とかズレとか、
C軸を使って角度とかも測れたりします。
ついでに測定部の直径なんかも出してくれるのでなかなか便利です。
ちなみに、付属で付いて来た測定マクロはATC側の補正のみです。
最近±5μの穴がある品物が160個となかなかの数で受注しました。
深さが0.3mmしかないので内径バイトで加工するのですが、ミーリング工程を含めるとなかなか時間がかかるのでなるべく熱変位による不良は少なくしたい。
センターズレを補正出来る、
ATC側で加工すりゃ安定感はあるのですがいかんせん遅い。
ので、時短のためにはタレットの下刃物台で旋加工はすべてやりたい。
が、加工後じゃないと熱変位の補正が出来ないし公差外だった場合むだになってしまう…
とは言え、加工途中でいちいち止めて測定して補正をするのも面倒。
と言う訳で、下刃物台が加工した直径をATCで測り下刃物台に直径のずれ量をフィードバックかけると言うマクロを作ってみました。
これを加工の途中に、
計測マクロと一緒に実行するようにPGします。
システム変数の最初に、
#1000とか#2000を付けると他の系統にアクセス出来ると言うことがわかったので、そいつを利用してみました。
それ以外はただ計算してるだけなのですが(´ー`)
公差のレンジが広い品物の時は、
無理に毎回補正かけなくてもいいかなと思って、#155#156に上限と加減を設定しようと思って組み込んだのですが、
よく考えたら、どうせ毎回測るんだから常に中央値にするようにすりゃ良いじゃんと、言うことに気が付いて狙い値と上限下限値は同じと言うことに(笑)
これでバッチリだろうと思いきや、
流していくうちに謎のズレが発生してきて。
機械温度や室温でプローブの径やらなんやらが変化してしまう関係なのか、
、、
よくわからんので、
実測値でのズレを強制的に(#159)補正をかけるようにしたところ、
こりゃもうバッチリ(笑)
ほんで、またズレるようだったら#159にまたその分の値を入れ直せばオーケー!
新しい技が増えました(^^)v
