








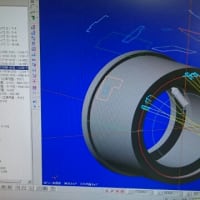
G360B軸高速旋回指令を使ってみた
同じ工具で、側面と端面側両方で加工したいときに結構便利。
通常だといちいちホームポジションに戻ってしまうので。。
(G362高速工具交換指令)
あれ。これは、森精機オリジナル?のマクロGコードだったかな。
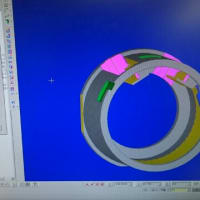
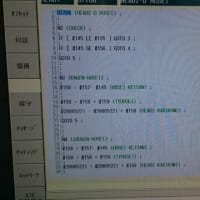
説明書を見た通りG360を使って旋回させて加工をしていたら、
何やら円弧の動きをするはずの所が直線の動きになってる。。
と言うか、なんか動きが変。。
で、原因はB軸を旋回させた後に「G17(XY平面指令)」を入れて無いからでした。
いやぁ、、、PG説明書では特に触れてなかったので全く気が付かなかったのですね。。
タレット旋盤の時は、工具の向きが途中で変わることなんてないので
側面ミーリングはG19、
端面ミーリングはG17、
旋盤加工はG18、
と固定で覚えていたので、途中で平面を変えるなんて習慣はなかったんですねぇ。。
これ、ちゃんと書いてあげないと俺以外でも失敗する人がいるんじゃないかなぁ。。
今度営業のFさんに言ってみようかな。。
同じ工具で、側面と端面側両方で加工したいときに結構便利。
通常だといちいちホームポジションに戻ってしまうので。。
(G362高速工具交換指令)
あれ。これは、森精機オリジナル?のマクロGコードだったかな。
説明書を見た通りG360を使って旋回させて加工をしていたら、
何やら円弧の動きをするはずの所が直線の動きになってる。。
と言うか、なんか動きが変。。
で、原因はB軸を旋回させた後に「G17(XY平面指令)」を入れて無いからでした。
いやぁ、、、PG説明書では特に触れてなかったので全く気が付かなかったのですね。。
タレット旋盤の時は、工具の向きが途中で変わることなんてないので
側面ミーリングはG19、
端面ミーリングはG17、
旋盤加工はG18、
と固定で覚えていたので、途中で平面を変えるなんて習慣はなかったんですねぇ。。
これ、ちゃんと書いてあげないと俺以外でも失敗する人がいるんじゃないかなぁ。。
今度営業のFさんに言ってみようかな。。




CAMですか?
どっちにしても面倒ですね、間違えやすいし。
僕もWホルダー使う時Y軸動かすのにいちいちMコード手打ちしなきゃいけないのでとっても面倒です。
サービスのセロス担当かプログラム作成の担当者に言った方が改善される可能性がありますよ。
Fさんに言っても何も変わりませんね(笑)
コメントありがとうございます。
PGに関してはほぼCAMなんですが、
G360みたいな事をする時にはいつも手打ちで付け足してます。ちょっと相談してみようかな、、
Y軸ずらすにはMコードが必要なんですか…面倒ですね。そう言えば、うちのTSも動かせなかったんですがパラメータ変えて貰ったらY軸が動かせるようになりましたよ。NLはどうなんでしょうか。。
Fさん、うちではお地蔵さんってあだ名が付いてます。秘密ですよ(笑)