先日のブログで、ウエステックの整列機から
並んだ部品を取り出す際、整列パレット(整列治具)
ごと取り出そうとする工程を自動化しようとすると、
スピードを速くできない、と書きました。
並んでいる部品がデリケートであればあるほど、
人間のような細やかな動きはロボットでは
難しくなって来ます。
整列パレットを整列機から取り出したり、
別の作業場に搬送しようとする際に、
ちょっとしたショックが加わると、
部品の整列状態が狂ったり、部品を落下させて
しまう危険性があります。
人間は、部品の向きが動きそうになったり、
落ちそうになった時、その場で動きを止め、
更に慎重に作業したり、向きが狂った部品が
数個レベルであれば、その場で向きを修正したり
できます。
整列された部品の状況を見ながら、
ここは速く移動させても大丈夫だ、
ここはゆっくり下げないとダメだ、
といった事を、素早いフィードバックで
実現します。
極端な例ですが、コップの縁ギリギリまで
水を満たし、表面張力で辛うじてこぼれずに
済んでいる状態のものを、台所から居間まで
運ぶ場面を想像してみて下さい。
水がこぼれないように水平にコップを持ち上げ、
移動します。
移動すると今度は水平方向に加速度が発生しますので、
水面が揺れます。それでも、表面張力の範囲内で
こぼれないように揺れを最小限に抑え、
歩くスピードを調整しながら、また、上下動も
抑えながら、居間まで移動します。
居間のテーブルの上にコップを置く時も、
ゆっくり水平を保ったままコップを降ろし、
置く音が鳴らないくらいに慎重に置いて完了です。
息も出来ないくらいに緊張しますが、
ロボットにこれをやれと言ったら、
ちょっと難しいです。少なくとも
スピードアップは図れません。
話を整列機に戻しますが、さすがに水を
満たしたコップは極端過ぎるとしても、
人間でも、整列機から整列パレットを取り出し、
別の場所に置くという作業は、やはり煩雑です。
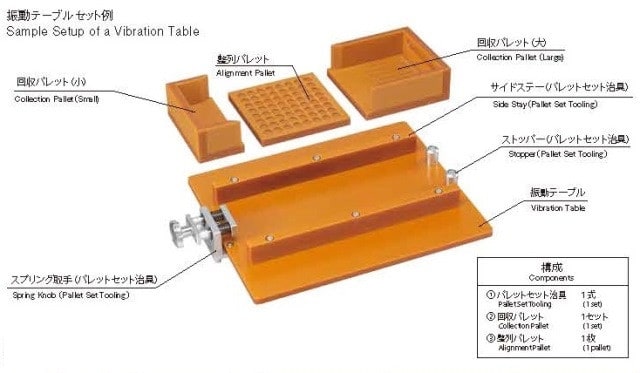
これも先日のブログに書いた通り、
スプリング取手を手前に引っ張りながら、
小側の回収パレットを外し、部品が並んだ
整列パレットを取り出す。。。
カラの整列パレットをセットする時は、
整列パレットを整列機に置き、スプリング取手を
手前に引っ張りながら、小側の回収パレットを入れ、
手を離す。。。
これを一日中やっているのはなあ、
という気になるのも無理はありません。
また、整列機から整列パレットを取り出す時、
うっかり手を滑らせ、手から離れてしまうと、
整列パレットはバタンと整列機の上に戻ってしまい、
このショックで、並んでいた部品が全て
整列穴から飛び出してしまう、という事も
起こります。
よって、これらをもう少し簡略化できないか、
スピードアップを計れないか、というご要望は
当然出て来ます。
そこで、整列パレットを取り出しやすいように、
整列が終わったら、小側の回収パレットが自動で
手前に少しスライドし、整列パレットの手前側が、
ちょうど指を差し入れられるくらいに、
斜めに持ち上がる、という機構を設けた
仕様があります。
整列パレットをセットする振動テーブルに、
下からエアシリンダーを仕込み、ダンプカーのように
斜めに少し持ち上がるようにするのです。
この方法だと、作業者は斜めになっているパレットを
掴んで移動させるだけになります。
カラの整列パレットをセットする時も、
取り出した状態と同じ場所に斜めに置くだけです。
整列機の起動ボタンを押すと、シリンダーが降りて
整列パレットが水平になり、小側の回収パレットが
スライドして整列パレットに押し付けられ、
そのまま整列機が動き始めます。
これだと、かなりのスピードアップが図れます。
また、整列機の上でうっかり手を滑らせる恐れも
軽減します。
この方法は、振動テーブルに改造が必要ですし、
整列機が整列動作を完了した前と後に、
エアシリンダーを動かす動作を入れるための
プログラムの改造が必要ですので、
特注扱いにはなりますが、対応は可能です。
ただし、並べる部品によっては対応できない
場合があります。
エアシリンダーがストロークエンドまで行き着くと、
クッションを働かせ、スローダウンして
やんわり停止する必要があります。
エアの体積が少ないと、絞りがあまり効かず、
微妙なクッションが働かない事があるのです。
ご相談戴ければ検討致します。宜しくお願いします。
並んだ部品を取り出す際、整列パレット(整列治具)
ごと取り出そうとする工程を自動化しようとすると、
スピードを速くできない、と書きました。
並んでいる部品がデリケートであればあるほど、
人間のような細やかな動きはロボットでは
難しくなって来ます。
整列パレットを整列機から取り出したり、
別の作業場に搬送しようとする際に、
ちょっとしたショックが加わると、
部品の整列状態が狂ったり、部品を落下させて
しまう危険性があります。
人間は、部品の向きが動きそうになったり、
落ちそうになった時、その場で動きを止め、
更に慎重に作業したり、向きが狂った部品が
数個レベルであれば、その場で向きを修正したり
できます。
整列された部品の状況を見ながら、
ここは速く移動させても大丈夫だ、
ここはゆっくり下げないとダメだ、
といった事を、素早いフィードバックで
実現します。
極端な例ですが、コップの縁ギリギリまで
水を満たし、表面張力で辛うじてこぼれずに
済んでいる状態のものを、台所から居間まで
運ぶ場面を想像してみて下さい。
水がこぼれないように水平にコップを持ち上げ、
移動します。
移動すると今度は水平方向に加速度が発生しますので、
水面が揺れます。それでも、表面張力の範囲内で
こぼれないように揺れを最小限に抑え、
歩くスピードを調整しながら、また、上下動も
抑えながら、居間まで移動します。
居間のテーブルの上にコップを置く時も、
ゆっくり水平を保ったままコップを降ろし、
置く音が鳴らないくらいに慎重に置いて完了です。
息も出来ないくらいに緊張しますが、
ロボットにこれをやれと言ったら、
ちょっと難しいです。少なくとも
スピードアップは図れません。
話を整列機に戻しますが、さすがに水を
満たしたコップは極端過ぎるとしても、
人間でも、整列機から整列パレットを取り出し、
別の場所に置くという作業は、やはり煩雑です。
これも先日のブログに書いた通り、
スプリング取手を手前に引っ張りながら、
小側の回収パレットを外し、部品が並んだ
整列パレットを取り出す。。。
カラの整列パレットをセットする時は、
整列パレットを整列機に置き、スプリング取手を
手前に引っ張りながら、小側の回収パレットを入れ、
手を離す。。。
これを一日中やっているのはなあ、
という気になるのも無理はありません。
また、整列機から整列パレットを取り出す時、
うっかり手を滑らせ、手から離れてしまうと、
整列パレットはバタンと整列機の上に戻ってしまい、
このショックで、並んでいた部品が全て
整列穴から飛び出してしまう、という事も
起こります。
よって、これらをもう少し簡略化できないか、
スピードアップを計れないか、というご要望は
当然出て来ます。
そこで、整列パレットを取り出しやすいように、
整列が終わったら、小側の回収パレットが自動で
手前に少しスライドし、整列パレットの手前側が、
ちょうど指を差し入れられるくらいに、
斜めに持ち上がる、という機構を設けた
仕様があります。
整列パレットをセットする振動テーブルに、
下からエアシリンダーを仕込み、ダンプカーのように
斜めに少し持ち上がるようにするのです。
この方法だと、作業者は斜めになっているパレットを
掴んで移動させるだけになります。
カラの整列パレットをセットする時も、
取り出した状態と同じ場所に斜めに置くだけです。
整列機の起動ボタンを押すと、シリンダーが降りて
整列パレットが水平になり、小側の回収パレットが
スライドして整列パレットに押し付けられ、
そのまま整列機が動き始めます。
これだと、かなりのスピードアップが図れます。
また、整列機の上でうっかり手を滑らせる恐れも
軽減します。
この方法は、振動テーブルに改造が必要ですし、
整列機が整列動作を完了した前と後に、
エアシリンダーを動かす動作を入れるための
プログラムの改造が必要ですので、
特注扱いにはなりますが、対応は可能です。
ただし、並べる部品によっては対応できない
場合があります。
エアシリンダーがストロークエンドまで行き着くと、
クッションを働かせ、スローダウンして
やんわり停止する必要があります。
エアの体積が少ないと、絞りがあまり効かず、
微妙なクッションが働かない事があるのです。
ご相談戴ければ検討致します。宜しくお願いします。