








前回の投稿(技術)から、又かなり間が空いて
しまいました。
弊社ウエステックのホームページの刷新に伴い、
このブログの過去の記事にもリンクの差し替えなどが
発生していますので、新規の投稿は後回しに
なってしまっています。
しばらくはこういった状況が続くかと思います。
申し訳ありません。
それでは今日の本題です。
前回の投稿で、整列機上での部品の流れ方と、
その流れに沿った形で整列穴を配置する事の
重要性を述べました。
しかし、流れに沿った整列穴を配置しているにも
かかわらず、なかなか並ばない、という現象も
実際には起こります。
また、流れ方が一定しない部品という物も
存在します。前回のブログに書いたような、
縦方向もしく横方向に流れる、という具合に
ハッキリした傾向がなく、縦に流れて行く部品と
横に流れて行く部品がほぼ半々、もしくは
縦とも横ともつかない、特に向きが揃うでもなく、
斜めに様々な角度でランダムに流れて行く
部品も有ります。
整列穴は、流れて来るそれらの部品を捕らえ、
整列穴の中に誘い込まなくてはなりませんが、
整列穴の入口に面取り加工を施しておく事で、
たとえ違う向きで流れて来ても、
スルリと整列穴の中に入って行く場合と、
整列穴の上をほとんど同じ向きで流れて来ながら、
素通りしてしまう場合も有ります。
これは部品の形状や材質、重心の位置などに
原因が有ります。
つまり、部品自身が穴の中に入りにくい形を
していたりですとか、整列治具の上を滑りにくい、
もしくは滑り過ぎるですとか、並べたい向きとは
重心が上下逆ですとか、様々な要因が有ります。
また、流れる向きがコロコロ変わる部品も、
一見簡単に並びそうな形に見えて、
意外と並ばない事が有ります。
そこで、整列穴以外の部分に、整列の手助けと
なる物を加工する場合が有ります。
比較的わかりやすい例を挙げます。
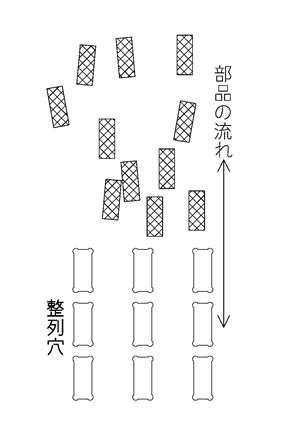
この絵のような部品と整列穴が有るとします。
そして、部品がそのまま整列穴の位置まで
移動したとします。
すると、整列穴の近くを通る部品は、
穴に呼び込まれて並びそうですが、
穴が無い場所を流れる部品は、
そのまま素通りします。
また、穴に近くても、部品の半分以上が
穴から外れた状態で流れて行くと、
やはり素通りする可能性が高いです。

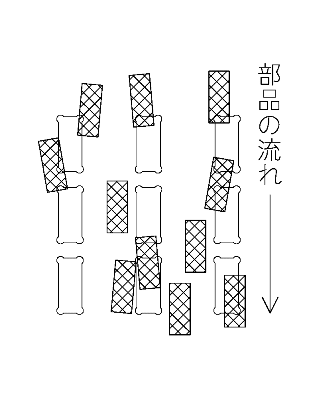
その場合、整列穴の前後に、レール状の
スリット加工を施す場合が有ります。
スリットは、整列穴よりは若干幅広で、
しかも浅い形状をしています。
ここに部品を流すと、まずはそのスリットに
部品は落ち、その溝に沿って行儀良く
1列に流れて行きます。整列穴に差し掛かると、
そのままストンと整列穴に入って行く、
という算段です。
その後ろから流れて来た部品は、整列済み穴の
部品の上を乗り越え、次の未整列穴の所まで
流れて行き、又並ぶ、というわけです。
この方法を使うと、部品はスリットの横幅に
押さえられますので、ほぼ向きが変わらずに、
直線的に整列穴を目指して行きます。
ただ、完成した整列治具を見れば、
わかりやすく簡単そうに感じますが、
実際に効果的なスリットの寸法を決めるのは、
結構難しいです。スリットが逆効果に
なってしまう場合が有るからです。
例えば、整列穴に差し掛かって、すぐにストンと
落ちてくれれば良いのですが、部品が整列穴の中で
斜めにつんのめったような状態になってしまうと、
後ろから流れて来た部品は、全てせき止められて
しまいます。
スリットが無ければ、引っ掛かった部品の横を
すり抜けて行きますが、スリットがそれを
許しません。
又、上下や左右の区別が有る部品ですと、
スリットの溝に落ち込んだ時点で、
その向きが変わらなくなってしまいます。
向きの違う部品が、一直線に整列穴を目指して
流れて行く事になり、無駄に時間ばかりを
費やす事になります。
よって、整列治具にスリットを入れた方が
良いと思われる部品であっても、
そのスリットの寸法(幅・深さ・面取り角度など)
をいろいろと調整して、その効果と支障の
バランスを見極めながら、加工する必要が
有ります。
よって、本番用治具を作る前の整列実験の段階で、
スリットもいろいろな形状を試す事になります。
なお、スリットの他にも、整列の効果を上げる
方法はいろいろと有りますが、それは又機会を
見て投稿するようにします。
しまいました。
弊社ウエステックのホームページの刷新に伴い、
このブログの過去の記事にもリンクの差し替えなどが
発生していますので、新規の投稿は後回しに
なってしまっています。
しばらくはこういった状況が続くかと思います。
申し訳ありません。
それでは今日の本題です。
前回の投稿で、整列機上での部品の流れ方と、
その流れに沿った形で整列穴を配置する事の
重要性を述べました。
しかし、流れに沿った整列穴を配置しているにも
かかわらず、なかなか並ばない、という現象も
実際には起こります。
また、流れ方が一定しない部品という物も
存在します。前回のブログに書いたような、
縦方向もしく横方向に流れる、という具合に
ハッキリした傾向がなく、縦に流れて行く部品と
横に流れて行く部品がほぼ半々、もしくは
縦とも横ともつかない、特に向きが揃うでもなく、
斜めに様々な角度でランダムに流れて行く
部品も有ります。
整列穴は、流れて来るそれらの部品を捕らえ、
整列穴の中に誘い込まなくてはなりませんが、
整列穴の入口に面取り加工を施しておく事で、
たとえ違う向きで流れて来ても、
スルリと整列穴の中に入って行く場合と、
整列穴の上をほとんど同じ向きで流れて来ながら、
素通りしてしまう場合も有ります。
これは部品の形状や材質、重心の位置などに
原因が有ります。
つまり、部品自身が穴の中に入りにくい形を
していたりですとか、整列治具の上を滑りにくい、
もしくは滑り過ぎるですとか、並べたい向きとは
重心が上下逆ですとか、様々な要因が有ります。
また、流れる向きがコロコロ変わる部品も、
一見簡単に並びそうな形に見えて、
意外と並ばない事が有ります。
そこで、整列穴以外の部分に、整列の手助けと
なる物を加工する場合が有ります。
比較的わかりやすい例を挙げます。
この絵のような部品と整列穴が有るとします。
そして、部品がそのまま整列穴の位置まで
移動したとします。
すると、整列穴の近くを通る部品は、
穴に呼び込まれて並びそうですが、
穴が無い場所を流れる部品は、
そのまま素通りします。
また、穴に近くても、部品の半分以上が
穴から外れた状態で流れて行くと、
やはり素通りする可能性が高いです。
その場合、整列穴の前後に、レール状の
スリット加工を施す場合が有ります。
スリットは、整列穴よりは若干幅広で、
しかも浅い形状をしています。
ここに部品を流すと、まずはそのスリットに
部品は落ち、その溝に沿って行儀良く
1列に流れて行きます。整列穴に差し掛かると、
そのままストンと整列穴に入って行く、
という算段です。
その後ろから流れて来た部品は、整列済み穴の
部品の上を乗り越え、次の未整列穴の所まで
流れて行き、又並ぶ、というわけです。
この方法を使うと、部品はスリットの横幅に
押さえられますので、ほぼ向きが変わらずに、
直線的に整列穴を目指して行きます。
ただ、完成した整列治具を見れば、
わかりやすく簡単そうに感じますが、
実際に効果的なスリットの寸法を決めるのは、
結構難しいです。スリットが逆効果に
なってしまう場合が有るからです。
例えば、整列穴に差し掛かって、すぐにストンと
落ちてくれれば良いのですが、部品が整列穴の中で
斜めにつんのめったような状態になってしまうと、
後ろから流れて来た部品は、全てせき止められて
しまいます。
スリットが無ければ、引っ掛かった部品の横を
すり抜けて行きますが、スリットがそれを
許しません。
又、上下や左右の区別が有る部品ですと、
スリットの溝に落ち込んだ時点で、
その向きが変わらなくなってしまいます。
向きの違う部品が、一直線に整列穴を目指して
流れて行く事になり、無駄に時間ばかりを
費やす事になります。
よって、整列治具にスリットを入れた方が
良いと思われる部品であっても、
そのスリットの寸法(幅・深さ・面取り角度など)
をいろいろと調整して、その効果と支障の
バランスを見極めながら、加工する必要が
有ります。
よって、本番用治具を作る前の整列実験の段階で、
スリットもいろいろな形状を試す事になります。
なお、スリットの他にも、整列の効果を上げる
方法はいろいろと有りますが、それは又機会を
見て投稿するようにします。