








放ったらかしにされていたカンカンエルフの4JG2…
他の仕事がひと段落したので再開…
見積りはもう終わってある程度部品も揃っているので、作業を進めていきます。
と、言ってもまだバラし途中ですが。


クランクシャフトも取り外し。


メタルの当たり具合は良好ですね…
再利用も可能です。

まずはクランクシャフトの点検…
Vブロックにメタルとクランクシャフトを乗せて曲がりの点検。



結果、振れが0.02mmで問題無し…
ジャーナル径も全箇所基準値内で合格。
更にこのクランクシャフトはタフトライド処理がされてるらしく外したついでに被膜点検を行うんですが、点検用の薬品がまだ来てないのでそれは後日点検します。
で、前から気にしていたライナーの取り外し…
持っているシリンダーライナープーラーが使えなかったのでどうしようか色々と考えてたんですが…
純正SSTでアンクルだけ部品が出て在庫もあったので注文してたんです。
コレ…

ただ、これは専用のプーラーに取り付けて使うアンクルなので当工場が持ってる汎用のプーラーには使用出来ないので、アダプターを製作して対応する事に。
知り合いのいる金属加工会社に頼んで作ってもらったブロック…

フライス盤でものの10分で作ってくれました。
さすがプロは仕事が速いですねぇ…
そしてその横で旋盤を借りてライナーを圧入する時のプレス用治具を製作…
ついでにカムメタル用の治具も。


仕上げが荒いでしょ?
素人が削るとこんなもんですよ…笑
でもサイズはピッタリなので良しとします。
やっぱ旋盤はイイですねぇ…
SSTを製作するのには必需品です…
うちも旋盤欲しいなぁ…
で、会社に戻り先ほど削ってもらったブロックにナットを溶接して持ってるライナープーラーに取り付けれる様にします。

ナットを溶接。

こんな感じで汎用プーラーに取り付けて…

更にアンクルを取り付け。

コレでプーラーが使用出来ます…

さすがアンクルは純正なので食い付きもバッチリですね…笑
メチャクチャ固いですが順調に抜けてきます。


4本抜くだけなのに汗だくですよ…
ライナー抜くのも完全な重労働です。

特に固かった2番は見ただけで固かったのが分かるでしょ⁉︎ 笑
ライナーも抜けたのでとりあえずホッとしました。
次はカムメタルの打ち替え。
旋盤でカムメタル用の治具を作ったんですが実はコレも純正SSTの在庫があり、値段も7千円と安かったので頼んであったんです…

1度エンジンスタンドからエンジンを降ろしカムメタルの交換。

リヤ側のタイトプラグも外してカムメタルの取り外し。



取り外したカムメタル…

新品のカムメタル…

当たり面をキレイに掃除して打ち込み。
オイルポートがあるので打ち込む向きや位置が決まってます。


穴の位置が合ってるかミラーで確認。

前後共打ち込んで…

タイトプラグを付ける前にカムシャフトが無理なく回るかを確認します。
新品のカムシャフト…

挿入して…


抵抗無く回るかの確認。
当たり前の事ですがこの作業は絶対必要です…
この手のメタルは非常にデリケートなので打ち込む段階で変形しちゃうこともありますから。
スコッチブライトなどでメタル表面を軽く馴染ませておくといいですね…
カムシャフトが問題無く回ればタイトプラグの取り付け。

そして液体窒素が到着…

今回は15リッター頼んだのでマホー瓶もデカイ…笑
何に使うか?というとライナーの挿入。
整備書だとプレスで圧入となってるんですが…
このクソ重たいブロックをプレスで作業するのは危険なので冷却圧入する事にしたんです。
で、ひとつ懸念してたのがこの4JG2のシリンダーライナーは内側に特殊クロムメッキ加工がされてるらしく…液体窒素で冷やしても悪影響はないのか⁇…という事。
付き合いのあるメッキ屋さんに聞いても『特に問題は無いと思うよ〜』との事なので、それを信じて冷間圧入する事にしたんです…
ライナーも選定してありそれぞれサイズが違うので入れる場所を間違えないようにしておきます…

ブロック側もキレイにしておきます…

そして容器に液体窒素を入れてライナーをキンキンに冷やします…


こっからは写真撮ってる余裕はありませんので、いきなり挿入後の画像です…笑

製作した治具でキチンと入ってるかを確認…

俺のスナップオンが…笑

落ち着いてきたらライナーの突き出し量の確認。
基準は0.0〜0.1mmとなっており、結果は全気筒共0.0mmで合格。

更にシリンダーの内径を測定。
シリンダーゲージをセッティングする為にまずはマイクロゲージのセッティング。

マイクロゲージがセットできたらシリンダーゲージのセッティング…
この0点調整は非常に重要で、0.001mm単位での測定になるので基準となる0点のセッティングが合ってないと話になりませんから…
まあこのアナログ式のダイヤルゲージだと実際には目視で0.005mm位まで…頑張って0.0025mmまでが限界ですが。


ほとんどのエンジンで内径測定はシリンダー毎で3箇所2方向以上での測定が指定されてると思います…
指定の深さにマーキング。
見難いですがピンクの点がそうです。

測定…

基準は95.421mm〜95.460mmとなっており、測定の結果全ての測定ポイントで95.420〜95.435mmに収まっておりましたので…
お世辞にも精度の良いいとは言えない いすゞエンジンにしては上出来だと思います…笑
とりあえずクランクメタルの選定が遅れたせいで部品がまだ無いのでブロック側は一旦ストップして、ヘッドの作業をする事に…
ヘッドは水圧と研磨をエンジン屋さんにお願いするのでバルブ関係を取り外したところで本日は終了…


続きはまた明日です。
他の仕事がひと段落したので再開…
見積りはもう終わってある程度部品も揃っているので、作業を進めていきます。
と、言ってもまだバラし途中ですが。
クランクシャフトも取り外し。
メタルの当たり具合は良好ですね…
再利用も可能です。
まずはクランクシャフトの点検…
Vブロックにメタルとクランクシャフトを乗せて曲がりの点検。
結果、振れが0.02mmで問題無し…
ジャーナル径も全箇所基準値内で合格。
更にこのクランクシャフトはタフトライド処理がされてるらしく外したついでに被膜点検を行うんですが、点検用の薬品がまだ来てないのでそれは後日点検します。
で、前から気にしていたライナーの取り外し…
持っているシリンダーライナープーラーが使えなかったのでどうしようか色々と考えてたんですが…
純正SSTでアンクルだけ部品が出て在庫もあったので注文してたんです。
コレ…
ただ、これは専用のプーラーに取り付けて使うアンクルなので当工場が持ってる汎用のプーラーには使用出来ないので、アダプターを製作して対応する事に。
知り合いのいる金属加工会社に頼んで作ってもらったブロック…
フライス盤でものの10分で作ってくれました。
さすがプロは仕事が速いですねぇ…
そしてその横で旋盤を借りてライナーを圧入する時のプレス用治具を製作…
ついでにカムメタル用の治具も。
仕上げが荒いでしょ?
素人が削るとこんなもんですよ…笑
でもサイズはピッタリなので良しとします。
やっぱ旋盤はイイですねぇ…
SSTを製作するのには必需品です…
うちも旋盤欲しいなぁ…
で、会社に戻り先ほど削ってもらったブロックにナットを溶接して持ってるライナープーラーに取り付けれる様にします。
ナットを溶接。
こんな感じで汎用プーラーに取り付けて…
更にアンクルを取り付け。
コレでプーラーが使用出来ます…
さすがアンクルは純正なので食い付きもバッチリですね…笑
メチャクチャ固いですが順調に抜けてきます。
4本抜くだけなのに汗だくですよ…
ライナー抜くのも完全な重労働です。
特に固かった2番は見ただけで固かったのが分かるでしょ⁉︎ 笑
ライナーも抜けたのでとりあえずホッとしました。
次はカムメタルの打ち替え。
旋盤でカムメタル用の治具を作ったんですが実はコレも純正SSTの在庫があり、値段も7千円と安かったので頼んであったんです…
1度エンジンスタンドからエンジンを降ろしカムメタルの交換。
リヤ側のタイトプラグも外してカムメタルの取り外し。
取り外したカムメタル…
新品のカムメタル…
当たり面をキレイに掃除して打ち込み。
オイルポートがあるので打ち込む向きや位置が決まってます。
穴の位置が合ってるかミラーで確認。
前後共打ち込んで…
タイトプラグを付ける前にカムシャフトが無理なく回るかを確認します。
新品のカムシャフト…
挿入して…
抵抗無く回るかの確認。
当たり前の事ですがこの作業は絶対必要です…
この手のメタルは非常にデリケートなので打ち込む段階で変形しちゃうこともありますから。
スコッチブライトなどでメタル表面を軽く馴染ませておくといいですね…
カムシャフトが問題無く回ればタイトプラグの取り付け。
そして液体窒素が到着…
今回は15リッター頼んだのでマホー瓶もデカイ…笑
何に使うか?というとライナーの挿入。
整備書だとプレスで圧入となってるんですが…
このクソ重たいブロックをプレスで作業するのは危険なので冷却圧入する事にしたんです。
で、ひとつ懸念してたのがこの4JG2のシリンダーライナーは内側に特殊クロムメッキ加工がされてるらしく…液体窒素で冷やしても悪影響はないのか⁇…という事。
付き合いのあるメッキ屋さんに聞いても『特に問題は無いと思うよ〜』との事なので、それを信じて冷間圧入する事にしたんです…
ライナーも選定してありそれぞれサイズが違うので入れる場所を間違えないようにしておきます…
ブロック側もキレイにしておきます…
そして容器に液体窒素を入れてライナーをキンキンに冷やします…
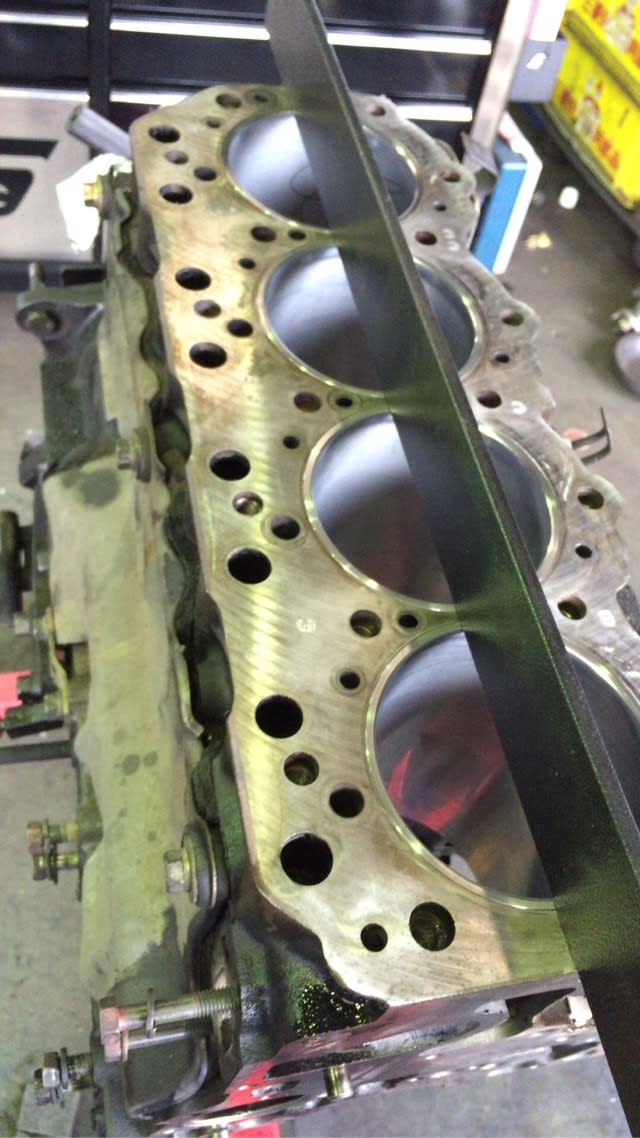
こっからは写真撮ってる余裕はありませんので、いきなり挿入後の画像です…笑
製作した治具でキチンと入ってるかを確認…
俺のスナップオンが…笑
落ち着いてきたらライナーの突き出し量の確認。
基準は0.0〜0.1mmとなっており、結果は全気筒共0.0mmで合格。
更にシリンダーの内径を測定。
シリンダーゲージをセッティングする為にまずはマイクロゲージのセッティング。
マイクロゲージがセットできたらシリンダーゲージのセッティング…
この0点調整は非常に重要で、0.001mm単位での測定になるので基準となる0点のセッティングが合ってないと話になりませんから…
まあこのアナログ式のダイヤルゲージだと実際には目視で0.005mm位まで…頑張って0.0025mmまでが限界ですが。
ほとんどのエンジンで内径測定はシリンダー毎で3箇所2方向以上での測定が指定されてると思います…
指定の深さにマーキング。
見難いですがピンクの点がそうです。
測定…
基準は95.421mm〜95.460mmとなっており、測定の結果全ての測定ポイントで95.420〜95.435mmに収まっておりましたので…
お世辞にも精度の良いいとは言えない いすゞエンジンにしては上出来だと思います…笑
とりあえずクランクメタルの選定が遅れたせいで部品がまだ無いのでブロック側は一旦ストップして、ヘッドの作業をする事に…
ヘッドは水圧と研磨をエンジン屋さんにお願いするのでバルブ関係を取り外したところで本日は終了…
続きはまた明日です。





