充電式インパクトドライバー充電器修理を友達から依頼され、確たる自信はないのだが、ダメもとで興味本位で引き受けた。
この仕様は: HITACHI ニカド電池用30分急速充電器 12V 1.2Ah UC12SE型
故障症状は: 100V電源側ヒューズ溶断(ヒューズ電流:6.3A)

インパクトドライバーとその充電器

充電器内部の基板
〔故障診断〕
・試充電 : ヒューズを取替て試充電したが、ヒューズは溶断せず。しかし充電もしない。
・各部の電圧測定 : ACトランスの2次側電圧 OK・・・・・・・・・トランスOK
全波整流後のDC電圧 OK ・・・・・・・・・整流ダイオードOK
充電端子電圧 DC5Vに低下 ・・・・・・・・DC充電制御回路の異常
・パーツ診断 : 基板組込状態での各パーツの抵抗測定したが、異常検出できず!
〔故障箇所の推定〕
・先ず、なぜにヒューズが飛んだのか? ・・・各パーツの短絡点や加熱・変色がないかを外観観察したが、異常なく過電流が流れた原因特定できず。
・整流後の回路内で大きな電流が通過するパーツは : 3端子レギュレータがあり、これに狙いをつけることにした。
〔3端子レギュレータCR6PMの交換〕
・手元にあったDC→ACインバーターのAC側パーツであるサイリスタ?”505K”に交換した結果、充電端子電圧が5V→6Vに。
・市内の電子パーツ店にあった類似形状のパーツ”5P4”に交換した結果、充電端子電圧が16Vに改善した。
しかし、16Vは電圧が高過ぎではないかと思われたので、通販で正規パーツ”CR6PM”を購入し、交換した結果、やはり16Vであった。
どうやら、充電端子電圧は16Vのようである。
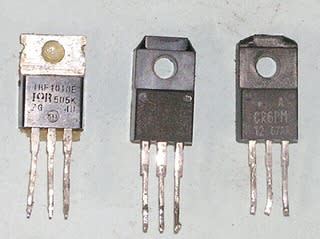
試験したパーツ
左 : 5050K パワーMOSFET
中 : 正規品と類似形状の5P4
右 : 正規品のCR6PM-12A
以上のとおり、故障原因は解らなかったが、試行錯誤的療法でもって充電機能が回復し、一応修理目的は達成したようである。
何ともスッキリしないが、めでたし、めでたしである。
〔故障原因の追求〕
この付属バッテリーは、2個のうち1個が不良だとのこと。これを試しに充電してみたところ、充電器内部から煙が出てきた。
どうやら、故障の原因はこの不良バッテリーにあり、これを充電すると過電流が流れるのではないかと推測される。
しかし、悲しいかなニカド充電電池が不良となる状態についての知識を持ち合わせていない。
電池パックを解体して、各セルの電気抵抗を診断した結果、全セルとも抵抗値0Ωの短絡状態であった。

ニカド電池パックの内部状況
このニカド(ニッカドともいう)は、他の電池に代替わりして現在国内では生産されていないそうであり、興味も薄ので以上で本件の原因追及は打ち切りとした。
ニカド電池やニッケル水素電池は、鉛電池とは充電特性が異なり、充電には次のような特性があり厄介なもののようである。
・過充電すると性能劣化が著しい。
・充電末期に温度上昇するが、高温は性能劣化する。
・残充電状態での継ぎ足し充電をすると、その充電開始点まで放電した際に急激に電圧低下するメモリー効果という現象が生じる。
このため、これらを防ぐため、充電器はきめ細かな充電制御を行っている。
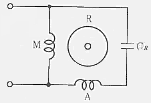
下図は、この電池パック内にセットされていた、センサー。

これらのパーツをライター炎で加熱しつつ電気抵抗を観察した結果、
・上:温度検出用のサーミスタ・・・・温度上昇すると抵抗が小さくなる。
・下:温度SW・・・・ある温度に達すると内部スイッチが切れる。
電池パックの端子は4端子で、メーンの+-端子以外の2端子に上記2つのセンサーが接続さてれおり、充電器はこれを使って受電完了・温度保護などをIC制御している。










 測定範囲 0~10bar(黒目盛り)、0~140psi (0~10kg/㎠)
測定範囲 0~10bar(黒目盛り)、0~140psi (0~10kg/㎠)
 自作したアダプター
自作したアダプター
 実際の使用状態
実際の使用状態

 コンパクトにするためカットしたが、カットしなくてもよい。
コンパクトにするためカットしたが、カットしなくてもよい。 これまで利用した自作品
これまで利用した自作品 M10ボルトのねじ山をカットしたもの+パイロットベアリング
M10ボルトのねじ山をカットしたもの+パイロットベアリング
 ゲージのセット状態(インタークーラーは外しているので、作業性よし)
ゲージのセット状態(インタークーラーは外しているので、作業性よし) リレーが2個並んでいるが、白ソケット:ポンプリレー、緑ソケット:メーンリレー
リレーが2個並んでいるが、白ソケット:ポンプリレー、緑ソケット:メーンリレー 製作した治具(アイドラーシャフトを差し込んである)
製作した治具(アイドラーシャフトを差し込んである) SJ30ケースにセットした状態。 この状態でピンを抜けば中間ケースがセットでき、ピンを差し込んで精度確認することもできる。
SJ30ケースにセットした状態。 この状態でピンを抜けば中間ケースがセットでき、ピンを差し込んで精度確認することもできる。
 試験中のキャンターバッテリー
試験中のキャンターバッテリー バッテリー液がなくなって大量の補充液を注入した記録写真。
バッテリー液がなくなって大量の補充液を注入した記録写真。 3個の差し込み端子差し替えにより、溶接棒2mm、2.6mm、3.2mmに対応
3個の差し込み端子差し替えにより、溶接棒2mm、2.6mm、3.2mmに対応



 廃品活用などによる自作フットスイッチセット。
廃品活用などによる自作フットスイッチセット。
 左:新型、右:旧型(東芝製)大きさは違うが、性能は同じで 鉄工ドリル最大φ13mm仕様。 モーターサイズが随分違うが??
左:新型、右:旧型(東芝製)大きさは違うが、性能は同じで 鉄工ドリル最大φ13mm仕様。 モーターサイズが随分違うが?? 


 上部がベルトサンダー、正面にディスクサンダーがある。
上部がベルトサンダー、正面にディスクサンダーがある。
 全景
全景
 シリンダー上部
シリンダー上部 シリンダー下部
シリンダー下部