








鋳造機の耐用年数
昔(30年ほど前です)日本と米国のダイキャスターを比較した資料を見ていたら、新規購入したダイキャストマシンの更新時期が日本の13年程度に対し米国では20年ぐらいになっているという記事が目についた。その時に、これは生産性に差が出るなと感じたものだ。その後運良く米国のダイキャスターを見学する機会があり工場を覘く(のぞく)と、確かに日本の工場に比べ生産設備は古くあまり設備投資をしていないことが覗われた。歴史あるDoehler-Jarvis社もその後不調が伝えられ、日系ダイキャスターの北米進出も活発になっていった。
ここからが本論です。'20年7月にある企業向けに金型とかランナーの話をしたのですが、その時に射出速度の設定値を確認をしたら、スピードは(例えば 4m/secとかの答えを私は期待していた)数値ではなくのバルブの開度で回答がありました。ここで困りました、その答えを聞いてから、その先の展開を予定していたのですが崩れさりました。射出速度からゲート速度、充填時間、凝固時間という流れにならないのです。ここでその先の展開を諦めました。
350トン以上のコールドチャンバーではマシン側に鋳造圧力、射出速度、射出チップ位置が常時確認できるようになっていて(1995年頃からと記憶します)マシンの不調もここから確認可能となっていたのですが、小型ホットチャンバーの場合、マシンの耐久性も高く鋳造機の更新期間がかなり長くなっているようで今も射出速度の確認ができない機械が使われているようです。(現場未確認のため想像です)もちろん現在新規販売されているホットチャンバー機には速度と圧力の確認装置が付いているようです。
鋳造機のバルブ開度を設定値にしたから設定通りの仕事をしているはずだと言う考え方は間違っていて、気温+湯温(金属とオイル)+機械のご機嫌+鋳造担当者がしっかり朝食を食べたか等のばらつき要因があり、いつも設定通り動いている保証はほとんどない。その確認を鋳造品でするか測定データから確認するかということになります。良く音を聞いていれば判るとか言う方もいますが、これも気温+気圧+体調+老化+耳にゴミが詰まっている等、信頼できるものではありません。社内技術の伝承もできません。というか若者には意味が?解りません。
それではどうしろというのか。現状の古い鋳造機を使うなら最新のセンサーで速度と圧力さらにピストンの位置を確認できるようにしましょう。鋳造機の特性を確認して規定の射出性能を出していない機械はスクラップにしましょう。多分、設備は償却はすでに終了していると思います。「あの金型は、あの機械でなければ品物が出ない」ということをやめましょう。どの機械でも鋳造できるようにしましょう。
上記の他にもいくつか指摘事項があるが、このブログはオープンなのでここまでにしましょう。残りは改善しようという方向になったら順に対応しましょう。
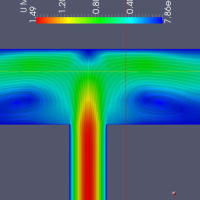
下は台湾のSimhopeのホットチャンバーマシンの操作画面。








※コメント投稿者のブログIDはブログ作成者のみに通知されます