








2018年3月に「教えてください」で取り上げた内容ですが、
https://blog.goo.ne.jp/scl2015/e/aa996eb6cc0b330e572757f869ac5c66
ほぼ同じかなと思われる金型表面処理が「新東工業株式会社」から提案されていました。
https://www.sinto.co.jp/product/surface/technology/diecast/index.html#dflow
その昔、ぴかぴかにした金型は鋳造性が悪いと教えられた。
2018年3月に「教えてください」で取り上げた内容ですが、
https://blog.goo.ne.jp/scl2015/e/aa996eb6cc0b330e572757f869ac5c66
ほぼ同じかなと思われる金型表面処理が「新東工業株式会社」から提案されていました。
https://www.sinto.co.jp/product/surface/technology/diecast/index.html#dflow
その昔、ぴかぴかにした金型は鋳造性が悪いと教えられた。
鋳造現場の情報を公開してくれるサイトが有ったのですが、ブログ主が引退してしまいました。そのサイトに少し訂正を求めたい記事があったのですが、問い合わせにすでに答えていただけないので、一方的に訂正させてもらいます。

このブログの著者は上図のように、サイドブロックを入れ子材の下まで入れるように主張しています。根拠としては、母型材は焼き入れもなく弱い材料であるが 入れ子材は高価で強度が高いというのです。ここで一つ間違っているのは、確かに引張強度も高いし合金としては高性能です。しかし金型はそんな高い応力ではなくずっと低い応力が繰り返しかかるレベルで使われます。たわみを0.05mmにするとか0.1までにしようとかやっていると思います。
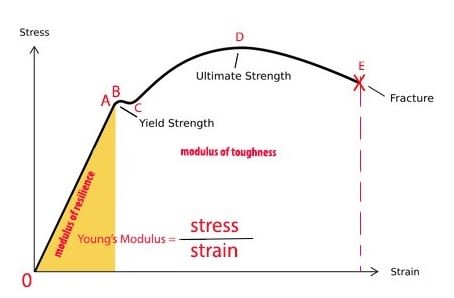
金型の使用条件は、応力・ひずみ曲線のこのグラフで言えば黄色の弾性域の中で使われます。これ以上の応力がかかるなら型は一回で変形してしまいます。たわみ量をあるレベルに抑えようとするならグラフの左側のあたりを使うことになります。つまりこの領域は弾性範囲と呼び、ヤング率が支配する領域で引っ張り強度がどうのとかはあまり関係なくヤング率だけですべてが支配されます。応力は入れ子材ではなく母型で受け止めるという考え方です。鉄のヤング率は、高価な合金鋼も機械構造用炭素鋼(S50C)も大差がありません。従って入れ子を不要なまでに厚くして変形をさせないようにするよりも母型の厚さを確保してたわみを少なくする方が経済的に金型の性能を向上させることができるということになります。なおスパンが大きくならないように支柱を入れることは賛成です。
応力・ひずみ曲線の測定データがあったので見てみました。あれ?

連続測定ではないのかな。
ダイキャスト型の冷却に関する調査 「Untersuchung zur Kühlwirkung in Druckgussformen」 と言うオーストリア発の修士論文(Wolfgang Gösslさんの力作)、2011年10月の作ですがインターネットで公開されているので興味のある方はどうぞ。pdfで100頁近いですがね。
要点だけを掻い摘んで要約しておきます。論文要旨と筒井の意見が区別しにくかったため修正しました。'21.07.09
論文の目的は、熱伝導率の異なる鋼材が冷却性に与える影響を調べるというものです。
1)巣の原因は、ガス・離型剤の残渣の巻き込みと収縮によるものがあるが充分な圧力供給が有れば良いが、通常はゲート部の凝固が先行するため肉厚部の強度・伸びは低下する。----ゲートの厚さを厚くするか、あるレベルで妥協するか。
2)論文ですから、しばらくフーリエさん・シュテファンボルツマンさん・ニュートンさんの方程式の説明が有ります。
3)鋳造サイクルにおける熱の40~60%は環境と鋳造品自身を介して、また同じく40~60%は温度制御システムを通して排出される。----つまり半分は冷却系へということ。
4)クーラントの流量は重要なパラメーターで、冷却性能に大いに影響がある。----私の知っているある企業も水圧管理が悪く(水圧が低く)冷却が効かない安定しないと言っているが原因は必要な流量が流れていないためです。ここは理解してほしい。
5)水と油の熱伝達率が異なる為、留意が必要である。油:1000~1800w/mx2・K 水:2300~3500w/mx2・K 空気:50~300w/mx2・K。 ----だからMgには油が向いていて、流路径(接触面積)を大きくすれば安定した温度制御が可能となる。
6)金型の温度制御は、メディア(流体)の流量と金型の熱伝導率にほぼ依存する。-----熱伝導性の良い材料は応答性もよく使えるということらしい。
7)シリコンの多いアルミ材は、さらに多くの冷却を要求する。---だから高シリコンの鋳造は嫌がられるよね。
8)冷却媒体としての水の優位性-------熱容量が大きい。熱伝達率が大きい。低粘度で流動性が一定。廃棄が容易。温度上昇しても安定である。温度制御システムが安価に容易に入手できる。油は高温でクラッキングが起こり、酸化・引火点の低下がおこる。
9)冷却媒体としての水の欠点---蒸発により成分の割合が変化する。流路で石灰化が起きる。過熱部にてスケールが発生する。成分によりの腐食が起きる。キャビテーションにより故障が起きる。------だから水の管理が重要だよね。
10)ジェット冷却と高圧炭酸ガスによる冷却を比較----訳者が関心を持たなかった部分。
11)入れ子材の熱伝導率-----この論文のポイントであるが、材料はビューラーウデホルム(オーストリアの企業、日本では英語読みしてボーラーウデホルム、材料はアッサブ)のプレミアム材である。熱伝導率が普及品より10~13%ほど向上しており、今回の実験からは優位性が確認できたとしている。日本国内でも伝導性の良い鋼材が国内メーカ-から発売されている(はず)。
12)溶湯の接触部と熱電対の距離が8㎜以上離れていると、鋼材の熱伝導率の差が冷却性に対してはっきりしなくなる。-----ここが今回の材料押しの弱い部分。
13)熱媒体が水と油では、型の冷却速度に差がある。 -----特定な条件で型温に50℃以上の差がある。油は温度変化がゆっくりしている。
14)冷却部品(スポットとかカスケードタイプと呼ばれる噴流を使うもの)の使い方でもわずかに差が発生する。-----流速を確保して乱流が起きることが重要。
15)圧縮炭酸ガスによる冷却は、能力は低いが回路は単純である。-----水冷できない場所には有効である。
16)プレミアム鋼と油の組み合わせなら、スタンダード鋼と水の組み合わせの方が冷却能力は高い。
17)冷却部品(噴流)を使った水冷穴が深い場合は、入り口と奥で冷却性に差がある。冷却構造を再検討する必要がある。
以上、大まかですが。
翻訳はWORDの翻訳機能を使った。
以前投稿したフィード方向が間違っているため金型が壊れるという例が発生した。 でた。この画像と実際は少し異なるが、金型に入って吹き出す溶湯は垂直の↑線と、この場合は右側の傾いた矢印のあいだに噴流が発生する。この図はゲート部の長さが長いためゲート内で2度反転しているが、通常は1度だけ反転が起こるように設計すると思う。 そして今回の金型は反転した噴流が重要な部分を直撃して金型の平面度が確保できなくなったというもの。
でた。この画像と実際は少し異なるが、金型に入って吹き出す溶湯は垂直の↑線と、この場合は右側の傾いた矢印のあいだに噴流が発生する。この図はゲート部の長さが長いためゲート内で2度反転しているが、通常は1度だけ反転が起こるように設計すると思う。 そして今回の金型は反転した噴流が重要な部分を直撃して金型の平面度が確保できなくなったというもの。
15年振りに自分の車を更新しました。NHW20型と呼ばれる2006年式プリウスから2020年製のヤリスクロスHV、エンジンは同じ1500ccながら4気筒から3気筒に代わりました。15年の差は、安全装置・車体剛性・装備品とずいぶんよくなっています。この中で、一つだけ良くなっていないものがエンジン音です。3気筒だからという自動車評論家もいますが、我が家の3気筒を載せた軽四輪は決して喧しい感じはありません。私がここで強引に理由にしたいのは、エンジンシリンダー周辺の構造です。

この画像は、トヨタのカタログから借用した最新の3気筒のものでシリンダ周りがオープンデッキと呼ばれるタイプです。

この画像は、(Sennaさんから無断借用)クローズドデッキと呼ばれるタイプです。上はダイキャスト可能な形状設計で、下は崩壊性中子を使う必要がある形状です。生産性については申すまでもなくダイキャストですが、エンジン音については絶対下の形状ですよ。現代のエンジン製造では、99%がダイキャスト製でしょう。でも音がヒドい。バイエルン自動車製造のエンジン音は良いよな。