組紐台を作るのに必須のバンドソー、Ryobi TBS-80、便利ではあるのだが、切り口が今一つ満足できないんだな。
今回は、この切り口が汚い原因を探ることにした。 そして原因が判明したのである。
まず・・・
縦引きすると、切り口はこんな風に段差のある筋が付く。 これを消すために、1㎜程度大きめにカットした後、カンナ掛けをせねば仕上げとならない。 下手をすると筋目が残ってしまう。 二度手間となる。
 縦引きの切り口
縦引きの切り口
横引きの場合は、まあまあのでき。 サンドすれば仕上げといってよい程度だろう。 なぜ横引きは割ときれいにカットできるのだろう・・・
 横引きの切り口
横引きの切り口
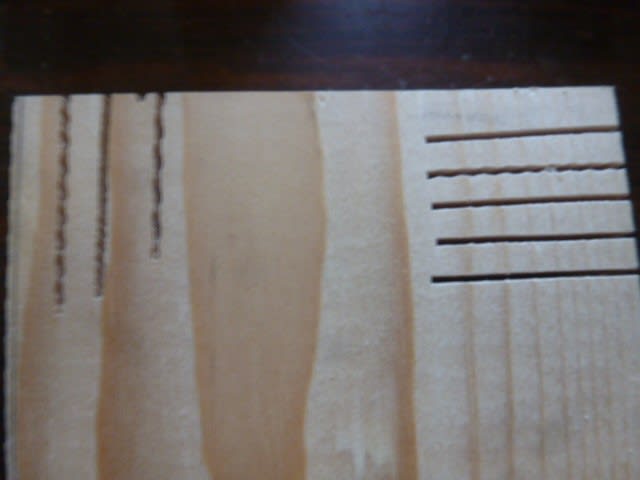
カットラインを上から見てみると、このようになっている。(下の写真)
左が縦引きのカットライン、右が横引きのカットライン。
縦引きは完全にカットライン自体がぶれている。 横引きは、2番目のラインはぶれているが、他のラインはぶれていない。
ぶれている横引きラインは、回転を上げてカットした場合。 縦引きは回転を上げても下げてもぶれている。 これWavy Cutと言うんだ。
 カットラインのぶれ
カットラインのぶれ
何故にこのようなぶれが生まれるのか??? 調べてみた。
まず、刃の下にある赤いプラスチック。 ご覧のようにプレートとの間に段差がある。 写真のようにカットを始めると、薄い板の場合は上下にぶれるはずである。
 刃下の段差
刃下の段差
この段差をなくしてみよう。 四角い穴の深さは3㎜だったので、3㎜厚のジュラルミンをカットして埋め込んだ。 カット中に振動で飛び出してこないように裏側からネジで引っ張っている。
 ジュラルミンの板
ジュラルミンの板
 裏から固定
裏から固定
 段差は解消
段差は解消
次に、ホイールの回転を調査した。 ホイールの回転にムラがあると、当然ブレードもぶれることになるからだ。
結果は、モーター直結のホイールで0.2㎜程度のぶれ、左下のホイールは0.4㎜程度のぶれが確認された。 一番上のホイールは可動式なのでブレードを張った状態で調べる以外に方法がないのでチェックしなかった。
 ダイアルゲージでチェック
ダイアルゲージでチェック
ホイールのぶれ自体は、ブレードはホイールのゴムの上に乗っているので、さほどの重大要因ではないように思われる。
次は、天板の水平を見たら、斜めになっていた。 これはバンドソーを置いている台自体が同様の水平を示していたので、バンドソーそれ自体は水平になっているものと思われる。 むしろブレードとプレートの角度が直角になっていることの方が重要だと思われる。
 むっ、水平じゃ~ないぞ?
むっ、水平じゃ~ないぞ?
次に、ソーブレードの切れ味がよくないのではないか、と考え、目立てを行う。 このブレードのあさりは、左・右・真ん中、というように並んでいる。 Raker Setという目立て法。
 Raker Setのあさり、手前、向こう、中央
Raker Setのあさり、手前、向こう、中央
断面〇のダイアモンドやすりの先端を使って、刃付けを実施。 こするのは2回~3回。 指の皮膚に刺さるほどに鋭くなる。
そして四苦八苦してブレードをホイール上に張りなおした。 ブレード張るのにちょっとしたコツが必要なんだな、BTS-80は・・・
そして最後に実際に木片を切ってみた。 切れ味は抜群に良くなったが、縦引きの切り口は汚いままだ。
う~ん・・・
カット中に妙な物音がするんだ。 ジャーという切削音に交じって、ドクッ、ドクッ、(あるいは、こつっ、こつっ)という小さな心臓の音のようなものが聞こえるんだ。
回転を一番ゆっくりにして、ブレードの動きを見ていると、このドクッという音と、ブレードのつなぎ目が見えるのが・・・同期していることが分かった。
ブレードは必ず1っか所で溶接されているから、その段差かと思ったが、指で触れた程度では段差は分からない。
そして最後に、セリガイドを目いっぱい上に上げ、ゆっくりと回転させてみた。 そして正面からブレードの動きを眺めたわけである。
なんと・・・ブレードの刃先が、時折左右に揺れる。 あのドクッという音と同期して、刃先が左右に細かく動いている。
ブレードの張りを強くしたり、セリガイドの間隔をほぼゼロにしたりすると、ぶれの程度は小さくなるが、無くなるわけではない。
このブレードのぶれが、そのまま、カットラインを千鳥足にするので、それがそのまま切り口に反映される、という当たり前のことが分かった。
どうすりゃ治せるのか? それはまだわからない。 おそらくブレードが溶接部分で、段差はないにしても、左右によじれていることが考えられる。 このよじれは自分で修正できるのか否かは分からないが、かなり難しいだろう。
ということは、このブレードの癖だと思って使うしかなさそうである。
バンドソーには様々な技術情報がある・・・機械の調整法が悪いだとか、ドリフトを修正しろだとか・・・だが色々やってみた結果、卓上バンドソーの切り口が荒れる問題は、おそらく、ブレードが途中で左右に歪んでいるからに他ならなかった。
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
横引きでWavy Cutにならない理由: 木の繊維を直角にカットするのでブレードが左右にぶれにくい。 たとえブレードがねじれていたとしても・・・高速回転にするとブレードのブレが強くなり横引きでもWavy Cutになる。
縦引きでWavy Cutになる理由: 木の繊維に沿ってカットするので、材の柔らかい部分ではブレードのネジレをもろに拾う。