









指板のフレット溝切りを機械化するために、テーブルソーを導入します。
フレット溝を手作業で切る場合は、ソーガイドを使って溝を一本ごとに固定して切っていくようですが、皆さん硬いエボニーとか手鋸での溝切りに悲鳴をあげています。
手間もかかるし、失敗する可能性も高いので、機械化したいところですね。
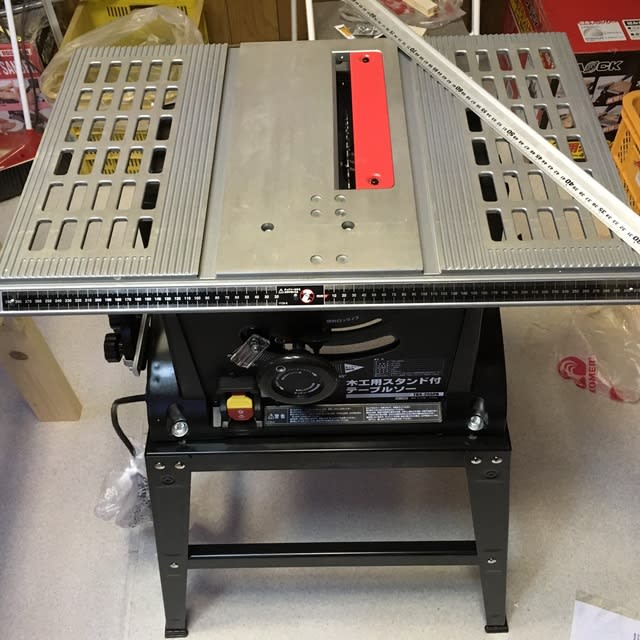
用意したのはパオック テーブルソー TBS-255PAです。
だいたい二万円以上で売られていますが、うまくセールに当たると二万円を切ります。
他にもE-VALUEのETS-10KNというテーブルソーも選択肢に入りますね。
こちらのほうが千円くらい安く売ってることが多いのですが、この記事を書いている今メーカー欠品で安売りしてるとこがないのです。
なぜこれらのテーブルソーが良いかというと、フレット溝切り用のチップソーに問題があります。
STEWMACやLMIで購入できる、0.6mmチップソーという恐ろしく薄っぺらいチップソーが必要になるのですが、米国向けDIYツールのテーブルソーの軸径が15.9mmなんです。
国内の丸ノコ規格は軸径20mmですし、テーブルソーだと25.4mm規格ですね。
これでは、15.9mmのチップソーが使えません。
そこで、15.9mmのチップソーをそのまま使っているTBS-255PAか、25.4mm変換リングを外せば15.9mm軸になるETS-10KNが必要になるわけです。
ただし、どちらも安価な中国製ですので、精度がよろしいわけもなく、天板はやはり歪んでいますし、刃物と平行ガイドの平行度も決して良くはないです。
今回は最大でも60mm幅程度の指板溝切り用途なので、あまりこだわって調整しなくてもなんとかなるんじゃないかなぁ。
やってみて確認ですね。

stewmacより購入したフレット溝切り用のチップソーです。
刃先が薄くなるように研磨されています。
LMIのチップソーは薄い刃とはさみ込むディスクの3枚組だったような。
いろいろありますね。
これが実に高級品で、チップソーが115ドルします。
とんでもなく高いですね。壊したら泣きますね。
そして、本来であれば機械加工するときに便利なフレット溝テンプレートを各スケール用意しておけば、大変スムーズに加工できるのですが。。。。。。
見事に購入し忘れました。
痛恨のミスです、海外通販で買い忘れは非常に痛いですね。
仕方ないので自作します。

とりあえず、MDFの板材にフレット間隔を書き込んでいきます。
ドレッドノートスケールのインチでのピッチが図面にあったのでミリに変換して、だいたいのところで線を引きます。
細かい寸法までは追えないですね。

間隔ごとに溝を作ってジグをスライドしていくのです。

溝の先端部に瞬間接着剤を染み込ませて強化してみました。
しばらく使えるといいのですが。
市販品はアクリル加工品だったり鉄製だったりと耐久性抜群です。
MDF材だと6mm程度の肉厚では曲がりも心配ですね。
また海外から買い物するときには買おうと思います。
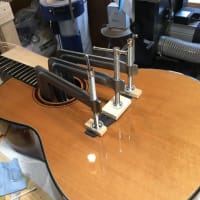
指板はテンプレートに両面テープで貼り付けます。

テーブルソーのマイターゲージを2x4材から切り出した柱で延長して、先ほどの溝にはまり込む突起を作りセット完了。
指板を加工する際に、この角材もチップソーに当たるとこまで可動しますので、あらかじめ刃物を溝切り刃にかえるまえに純正のチップソーが付いてるうちに、マイターゲージを加工して10mm程度角材に切れ込みを入れておくと作業がスムーズです。
しかし、このテーブルソーは作動音が大きいですね。
モーターが回りだすときの衝撃もありますし、ちょっと指板の溝切りにはパワー強すぎです。
消費電力も大きいし。
もう少し使いやすいパワーの指板加工専用機が作れればいいのですが。
さて、ようやくセッティング完了です。
溝切りがうまくいくといいですね。
フレット溝を手作業で切る場合は、ソーガイドを使って溝を一本ごとに固定して切っていくようですが、皆さん硬いエボニーとか手鋸での溝切りに悲鳴をあげています。
手間もかかるし、失敗する可能性も高いので、機械化したいところですね。
用意したのはパオック テーブルソー TBS-255PAです。
だいたい二万円以上で売られていますが、うまくセールに当たると二万円を切ります。
他にもE-VALUEのETS-10KNというテーブルソーも選択肢に入りますね。
こちらのほうが千円くらい安く売ってることが多いのですが、この記事を書いている今メーカー欠品で安売りしてるとこがないのです。
なぜこれらのテーブルソーが良いかというと、フレット溝切り用のチップソーに問題があります。
STEWMACやLMIで購入できる、0.6mmチップソーという恐ろしく薄っぺらいチップソーが必要になるのですが、米国向けDIYツールのテーブルソーの軸径が15.9mmなんです。
国内の丸ノコ規格は軸径20mmですし、テーブルソーだと25.4mm規格ですね。
これでは、15.9mmのチップソーが使えません。
そこで、15.9mmのチップソーをそのまま使っているTBS-255PAか、25.4mm変換リングを外せば15.9mm軸になるETS-10KNが必要になるわけです。
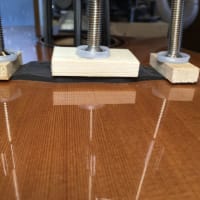
ただし、どちらも安価な中国製ですので、精度がよろしいわけもなく、天板はやはり歪んでいますし、刃物と平行ガイドの平行度も決して良くはないです。
今回は最大でも60mm幅程度の指板溝切り用途なので、あまりこだわって調整しなくてもなんとかなるんじゃないかなぁ。
やってみて確認ですね。
stewmacより購入したフレット溝切り用のチップソーです。
刃先が薄くなるように研磨されています。
LMIのチップソーは薄い刃とはさみ込むディスクの3枚組だったような。
いろいろありますね。
これが実に高級品で、チップソーが115ドルします。
とんでもなく高いですね。壊したら泣きますね。
そして、本来であれば機械加工するときに便利なフレット溝テンプレートを各スケール用意しておけば、大変スムーズに加工できるのですが。。。。。。
見事に購入し忘れました。
痛恨のミスです、海外通販で買い忘れは非常に痛いですね。
仕方ないので自作します。
とりあえず、MDFの板材にフレット間隔を書き込んでいきます。
ドレッドノートスケールのインチでのピッチが図面にあったのでミリに変換して、だいたいのところで線を引きます。
細かい寸法までは追えないですね。
間隔ごとに溝を作ってジグをスライドしていくのです。
溝の先端部に瞬間接着剤を染み込ませて強化してみました。
しばらく使えるといいのですが。
市販品はアクリル加工品だったり鉄製だったりと耐久性抜群です。
MDF材だと6mm程度の肉厚では曲がりも心配ですね。
また海外から買い物するときには買おうと思います。
指板はテンプレートに両面テープで貼り付けます。
テーブルソーのマイターゲージを2x4材から切り出した柱で延長して、先ほどの溝にはまり込む突起を作りセット完了。
指板を加工する際に、この角材もチップソーに当たるとこまで可動しますので、あらかじめ刃物を溝切り刃にかえるまえに純正のチップソーが付いてるうちに、マイターゲージを加工して10mm程度角材に切れ込みを入れておくと作業がスムーズです。
しかし、このテーブルソーは作動音が大きいですね。
モーターが回りだすときの衝撃もありますし、ちょっと指板の溝切りにはパワー強すぎです。
消費電力も大きいし。
もう少し使いやすいパワーの指板加工専用機が作れればいいのですが。
さて、ようやくセッティング完了です。
溝切りがうまくいくといいですね。








※コメント投稿者のブログIDはブログ作成者のみに通知されます