








弊社では個人のお客様からの革漉きのご依頼も多く、少量のお客様も沢山いらっしゃいます。
もちろん初めて革漉きに出したいというお客様もいらっしゃいます。
そんなお客様のために、バンドナイフによる、革漉きの仕組みについてまとめてみました。
革漉き屋さんの多くは、ドイツのフォーチュナ製の革漉き機を使っています。
革の町、浅草だと、ほとんどこのメーカーしか見かけません。
そして革漉き職人さん達は、みな、口を揃えて、やっぱりフォーチュナーだとおっしゃいます。
国産のバンドナイフマシンももちろんあります。
革製品の機械としては有名なニッピさんからも出ています。
もちろん弊社にもニッピの糊付け機、コバ漉き機など、いろいろニッピの機械はあります。
信頼性もあります。
それでバンドナイフだけはフォーチュナーなんです。
国産と比べれば、機械の値段はおよそ倍で、中くらいの大きさのベンツなら新車で買えてしまうくらいの値段です。
もちろんメンテナンスも費用が掛かります。
消耗品の刃の交換でも5万以上は掛かります。
それでもやっぱりフォーチュナーなんです。
絶大の信頼性と精度を持つこの機械、おそらく世界中探しても、これ以上正確な革漉き機というのは無いと思います。
それでは機械を紹介したいと思います。

まず機械全景ですね。
これまあどうということはありません。
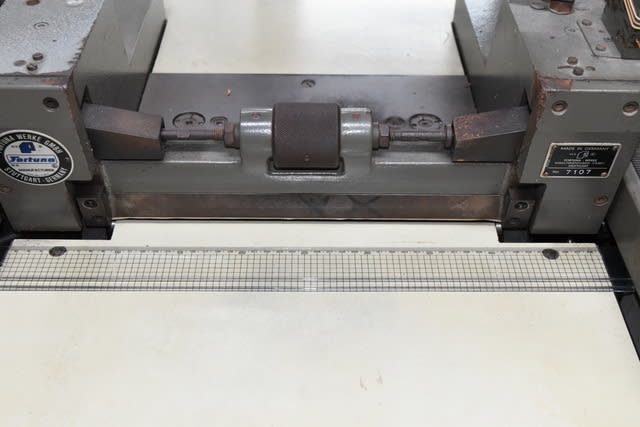
これが漉く革を入れる場所です。
最大幅は32センチあります。
じゃあ、どのくらいの幅まで漉けるの?とよく尋ねられます。
それは革によってなんです。
理論上は32センチぎりぎりか、余裕みても30センチくらいまではできます。
が、革を送る際に、裁断が曲がっていたりすると、次第にずれてきます。
革の滑りにもよりますし、左右での革の硬さの差でも起こります。
そうなった際に、はみ出た分が切れてしまうのです。
また、柔らかいクロムなめしの革なら問題ありませんが、タンニンなめしのサドルレザーなど、硬い革の場合は、機械の負荷が上がり過ぎてモーターが停止します。
そのこともあって、弊社では最大25センチ程度、硬い革の場合は10から15センチ幅程度までとしています。
もちろんこれ以上でもできることもありますし、これ以下でもダメな場合もあります。
それはやってみないとわかりません。
出来ない場合は申し訳ないですが、幅を狭くするか、ご返却となります。
特にブライドルレザーは革に染みたロウが刃の回転を止めてしまうので、5センチ幅でもダメな時があります。
革の投入口をはずしてみます。

送りのゴムローラーと回転刃です。
刃が帯形状なので、バンドナイフといいます。
刃が横にスライスする感じです。
この刃は往復するのではなく、回転しているので一方向にスライスします。

はずした押さえには、滑りを良くするためにニトフロンテープを貼ります。
これは機械が摩耗して誤差が生じるのも防いでいます。
革漉きの多い時は、一日に何度か交換します。
コバ漉き機をお使いのお客様ならご存知でしょうけれども、このテープって値段ビックリしますよね。

これが刃を回転させるホイールです。
これが左右についていて、刃が回転しています。
たとえるなら刃は自転車のチェーンのような動きになります。

グラインダーで刃を砥ぎながら使います。
もちろん刃も、砥石も消耗品です。

これは集塵機です。
革の切りカスを吸い取ります。

漉いた床はこのボックスの中に落ちます。

革がローラーで送られて、刃でスライスされるのがバンドナイフです。
途中で引き抜くとこんな感じになってます。
吟面と床面ですね。

どのくらいまで薄くできるの?
これも良く聞かれます。
はい、こんな感じです。
年賀状を表裏でスライスできます。
そのくらいの性能なんです。
さて、ここからは作業誤差についてお話します。
一番誤差が少なくなる可能性が低いのは合成皮革です。
これは動物の個体差も無く、背中や腹、頭やお尻といった部分的な差も無いので、素材が均一だからです。
バンドナイフはローラーが革をニトフロンテープの面に押し着けながら革を送ります。
その際に当然、押しつけられた圧力で革は多少なりとも潰されます。
その状態で刃が入りますから、押しつぶされ方が一定であれば、刃の入る位置も同じですが、潰れ方に差があるとそれが誤差となってきます。
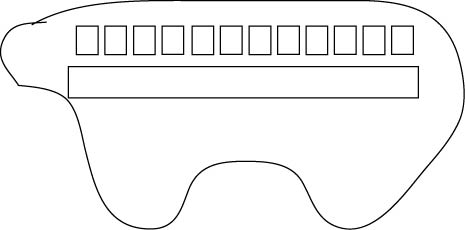
図のように、半裁の革から四角いパーツを切りだしたとします。
頭からお尻に順々に裁断していきます。
この時、頭の方は硬く、お尻のほうは柔らかいです。
一枚一枚のパーツだと、これは徐々に変化していきます。
革漉きの作業というのは、一枚漉いて、そのデータを元に次の一枚へと作業を進めます。
徐々に変化する場合、一枚ずつの少量変化なので、作業しながら微調整できます。
また手に持った感覚でも、我々は次の一枚に対して微調整を加えながら作業して行きます。
同じ革でも手触りの軟いものは薄くなりすぎる可能性が高いので、ちょっと厚めにします。
といって、0.05とかそのくらいの範囲での調整ですが。
そのくらい作業には細心の注意を払って臨みます。
これが誤差概ね0.1mm以内に仕上がる理由です。
なので、出来るだけパーツは裁断してくださいとお願いしています。
仮に頭からお尻まで一本裁断して漉いた場合、頭が厚く、お尻は薄くなります。
頭、中間、お尻で0.1mmずつの誤差でも、頭とお尻だと0.2mm違ってしまいます。
個人のお客様は特にそうですが、裁断が楽なので薄くしてから裁断しようとします。
が、それは順序が逆なんです。
裁断というのはほとんど失敗の無い作業ですが、革漉きはそうではないのです。
長い一本ダメにするよりは、細かい一枚をダメにした方がロスも減ります。
当然、長いまま漉いたほうが作業は楽ですし、一枚一枚の方が手間が掛かります。
普通の革漉き屋さんの場合は、手間で料金が変わりますから、長い革一枚と細かく裁断した革が沢山だったら、同じデシ数でも料金は違うと思います。
が、弊社の場合、革漉き前の重量なので、同じかもしくは安くなります。
これは出来るだけ正確に漉いてあげたいというか、自社製品を自社で漉く場合は当然この順序になりますが、普通の革漉き屋さんは革漉きしかしないからわからないんです。
弊社は裁断も革漉きも、組み立て縫製もやります。
なので、作り手の気持ちを考えていたら、ここにたどり着いたのです。
弊社の料金体系です。
革漉き 500gまで1000円(税別)
以降1gごとに1円です。
800gなら1300円、2kなら2500円です。
気分次第で料金変わりませんし、依頼する前に料金がわかるのです。
次に、より誤差を減らすためのコツをお教えします。
お客様の依頼例です。
その1

同じ革の同じ幅のパーツがまとまっている。
これは一番正確に漉けます。
こちらのお客様はいつも0.4mm指定ですが、全く問題ありません。
革が押し潰されて刃の入る位置が決まるので、同じ革、同じ幅というのは最高に良い条件です。
同じ革でも幅が違うと、革の潰れ方が違いますから、当然同じようには漉けません。
作業者はそれを調整しながらやりますが、すべて違うサイズだと、それぞれ一発勝負という作業になります。

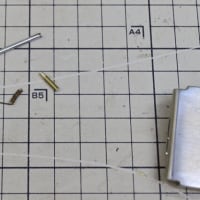
その2
こちらのお客様は、色違いの革のパーツを、幅を揃えて送ってくださいます。
同じ革でも色違いということは、違う個体ということになります。
まれに同じ個体の右、左はあるでしょうが、それは稀ですし、そもそもそんなの分かりません。
幅が同じなら、個体差、部位の差による硬さの違いだけを手触りで判断して作業できます。

こちらも同じ幅、色違いの革漉き依頼です。

きっちり0.5mmで仕上がります。
では逆に誤差の生じやすい例です。

幅広の、革もミックス的なアラカルト、はぎれの詰め合わせですね。
しかも幅も一定でない。
これでも0.6mm厚くらいなら0.1mmの誤差とかでできますが、これを0.4mmとか、シビアな作業はもう勘弁してくださいと言う感じです。
いかがでしょうか。
電話での質問が多いもの、いろいろ書いてみましたが、少しは理解いただけたでしょうか。
革漉きは少量から受け付けております。
郵送の場合、営業日であれば、当日か翌日の出荷になります。
事務作業を減らすため、お支払いは代引きとさせていただいています。
よろしくお願いします。
有限会社伊東金属製作所
03-3886-6271
東京都足立区足立2-34-2
もちろん初めて革漉きに出したいというお客様もいらっしゃいます。
そんなお客様のために、バンドナイフによる、革漉きの仕組みについてまとめてみました。
革漉き屋さんの多くは、ドイツのフォーチュナ製の革漉き機を使っています。
革の町、浅草だと、ほとんどこのメーカーしか見かけません。
そして革漉き職人さん達は、みな、口を揃えて、やっぱりフォーチュナーだとおっしゃいます。
国産のバンドナイフマシンももちろんあります。
革製品の機械としては有名なニッピさんからも出ています。
もちろん弊社にもニッピの糊付け機、コバ漉き機など、いろいろニッピの機械はあります。
信頼性もあります。
それでバンドナイフだけはフォーチュナーなんです。
国産と比べれば、機械の値段はおよそ倍で、中くらいの大きさのベンツなら新車で買えてしまうくらいの値段です。
もちろんメンテナンスも費用が掛かります。
消耗品の刃の交換でも5万以上は掛かります。
それでもやっぱりフォーチュナーなんです。
絶大の信頼性と精度を持つこの機械、おそらく世界中探しても、これ以上正確な革漉き機というのは無いと思います。
それでは機械を紹介したいと思います。
まず機械全景ですね。
これまあどうということはありません。
これが漉く革を入れる場所です。
最大幅は32センチあります。
じゃあ、どのくらいの幅まで漉けるの?とよく尋ねられます。
それは革によってなんです。
理論上は32センチぎりぎりか、余裕みても30センチくらいまではできます。
が、革を送る際に、裁断が曲がっていたりすると、次第にずれてきます。
革の滑りにもよりますし、左右での革の硬さの差でも起こります。
そうなった際に、はみ出た分が切れてしまうのです。
また、柔らかいクロムなめしの革なら問題ありませんが、タンニンなめしのサドルレザーなど、硬い革の場合は、機械の負荷が上がり過ぎてモーターが停止します。
そのこともあって、弊社では最大25センチ程度、硬い革の場合は10から15センチ幅程度までとしています。
もちろんこれ以上でもできることもありますし、これ以下でもダメな場合もあります。
それはやってみないとわかりません。
出来ない場合は申し訳ないですが、幅を狭くするか、ご返却となります。
特にブライドルレザーは革に染みたロウが刃の回転を止めてしまうので、5センチ幅でもダメな時があります。
革の投入口をはずしてみます。
送りのゴムローラーと回転刃です。
刃が帯形状なので、バンドナイフといいます。
刃が横にスライスする感じです。
この刃は往復するのではなく、回転しているので一方向にスライスします。
はずした押さえには、滑りを良くするためにニトフロンテープを貼ります。
これは機械が摩耗して誤差が生じるのも防いでいます。
革漉きの多い時は、一日に何度か交換します。
コバ漉き機をお使いのお客様ならご存知でしょうけれども、このテープって値段ビックリしますよね。
これが刃を回転させるホイールです。
これが左右についていて、刃が回転しています。
たとえるなら刃は自転車のチェーンのような動きになります。
グラインダーで刃を砥ぎながら使います。
もちろん刃も、砥石も消耗品です。
これは集塵機です。
革の切りカスを吸い取ります。
漉いた床はこのボックスの中に落ちます。
革がローラーで送られて、刃でスライスされるのがバンドナイフです。
途中で引き抜くとこんな感じになってます。
吟面と床面ですね。
どのくらいまで薄くできるの?
これも良く聞かれます。
はい、こんな感じです。
年賀状を表裏でスライスできます。
そのくらいの性能なんです。
さて、ここからは作業誤差についてお話します。
一番誤差が少なくなる可能性が低いのは合成皮革です。
これは動物の個体差も無く、背中や腹、頭やお尻といった部分的な差も無いので、素材が均一だからです。
バンドナイフはローラーが革をニトフロンテープの面に押し着けながら革を送ります。
その際に当然、押しつけられた圧力で革は多少なりとも潰されます。
その状態で刃が入りますから、押しつぶされ方が一定であれば、刃の入る位置も同じですが、潰れ方に差があるとそれが誤差となってきます。
図のように、半裁の革から四角いパーツを切りだしたとします。
頭からお尻に順々に裁断していきます。
この時、頭の方は硬く、お尻のほうは柔らかいです。
一枚一枚のパーツだと、これは徐々に変化していきます。
革漉きの作業というのは、一枚漉いて、そのデータを元に次の一枚へと作業を進めます。
徐々に変化する場合、一枚ずつの少量変化なので、作業しながら微調整できます。
また手に持った感覚でも、我々は次の一枚に対して微調整を加えながら作業して行きます。
同じ革でも手触りの軟いものは薄くなりすぎる可能性が高いので、ちょっと厚めにします。
といって、0.05とかそのくらいの範囲での調整ですが。
そのくらい作業には細心の注意を払って臨みます。
これが誤差概ね0.1mm以内に仕上がる理由です。
なので、出来るだけパーツは裁断してくださいとお願いしています。
仮に頭からお尻まで一本裁断して漉いた場合、頭が厚く、お尻は薄くなります。
頭、中間、お尻で0.1mmずつの誤差でも、頭とお尻だと0.2mm違ってしまいます。
個人のお客様は特にそうですが、裁断が楽なので薄くしてから裁断しようとします。
が、それは順序が逆なんです。
裁断というのはほとんど失敗の無い作業ですが、革漉きはそうではないのです。
長い一本ダメにするよりは、細かい一枚をダメにした方がロスも減ります。
当然、長いまま漉いたほうが作業は楽ですし、一枚一枚の方が手間が掛かります。
普通の革漉き屋さんの場合は、手間で料金が変わりますから、長い革一枚と細かく裁断した革が沢山だったら、同じデシ数でも料金は違うと思います。
が、弊社の場合、革漉き前の重量なので、同じかもしくは安くなります。
これは出来るだけ正確に漉いてあげたいというか、自社製品を自社で漉く場合は当然この順序になりますが、普通の革漉き屋さんは革漉きしかしないからわからないんです。
弊社は裁断も革漉きも、組み立て縫製もやります。
なので、作り手の気持ちを考えていたら、ここにたどり着いたのです。
弊社の料金体系です。
革漉き 500gまで1000円(税別)
以降1gごとに1円です。
800gなら1300円、2kなら2500円です。
気分次第で料金変わりませんし、依頼する前に料金がわかるのです。
次に、より誤差を減らすためのコツをお教えします。
お客様の依頼例です。
その1
同じ革の同じ幅のパーツがまとまっている。
これは一番正確に漉けます。
こちらのお客様はいつも0.4mm指定ですが、全く問題ありません。
革が押し潰されて刃の入る位置が決まるので、同じ革、同じ幅というのは最高に良い条件です。
同じ革でも幅が違うと、革の潰れ方が違いますから、当然同じようには漉けません。
作業者はそれを調整しながらやりますが、すべて違うサイズだと、それぞれ一発勝負という作業になります。
その2
こちらのお客様は、色違いの革のパーツを、幅を揃えて送ってくださいます。
同じ革でも色違いということは、違う個体ということになります。
まれに同じ個体の右、左はあるでしょうが、それは稀ですし、そもそもそんなの分かりません。
幅が同じなら、個体差、部位の差による硬さの違いだけを手触りで判断して作業できます。
こちらも同じ幅、色違いの革漉き依頼です。
きっちり0.5mmで仕上がります。
では逆に誤差の生じやすい例です。
幅広の、革もミックス的なアラカルト、はぎれの詰め合わせですね。
しかも幅も一定でない。
これでも0.6mm厚くらいなら0.1mmの誤差とかでできますが、これを0.4mmとか、シビアな作業はもう勘弁してくださいと言う感じです。
いかがでしょうか。
電話での質問が多いもの、いろいろ書いてみましたが、少しは理解いただけたでしょうか。
革漉きは少量から受け付けております。
郵送の場合、営業日であれば、当日か翌日の出荷になります。
事務作業を減らすため、お支払いは代引きとさせていただいています。
よろしくお願いします。
有限会社伊東金属製作所
03-3886-6271
東京都足立区足立2-34-2
















※コメント投稿者のブログIDはブログ作成者のみに通知されます