








2018年3月に「教えてください」で取り上げた内容ですが、
https://blog.goo.ne.jp/scl2015/e/aa996eb6cc0b330e572757f869ac5c66
ほぼ同じかなと思われる金型表面処理が「新東工業株式会社」から提案されていました。
https://www.sinto.co.jp/product/surface/technology/diecast/index.html#dflow
その昔、ぴかぴかにした金型は鋳造性が悪いと教えられた。
2018年3月に「教えてください」で取り上げた内容ですが、
https://blog.goo.ne.jp/scl2015/e/aa996eb6cc0b330e572757f869ac5c66
ほぼ同じかなと思われる金型表面処理が「新東工業株式会社」から提案されていました。
https://www.sinto.co.jp/product/surface/technology/diecast/index.html#dflow
その昔、ぴかぴかにした金型は鋳造性が悪いと教えられた。
鋳造現場の情報を公開してくれるサイトが有ったのですが、ブログ主が引退してしまいました。そのサイトに少し訂正を求めたい記事があったのですが、問い合わせにすでに答えていただけないので、一方的に訂正させてもらいます。

このブログの著者は上図のように、サイドブロックを入れ子材の下まで入れるように主張しています。根拠としては、母型材は焼き入れもなく弱い材料であるが 入れ子材は高価で強度が高いというのです。ここで一つ間違っているのは、確かに引張強度も高いし合金としては高性能です。しかし金型はそんな高い応力ではなくずっと低い応力が繰り返しかかるレベルで使われます。たわみを0.05mmにするとか0.1までにしようとかやっていると思います。
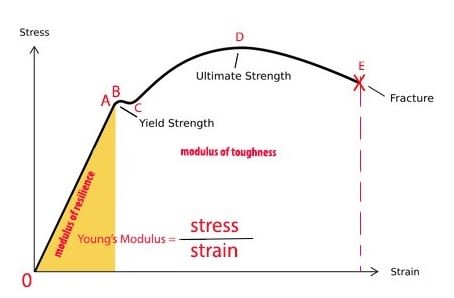
金型の使用条件は、応力・ひずみ曲線のこのグラフで言えば黄色の弾性域の中で使われます。これ以上の応力がかかるなら型は一回で変形してしまいます。たわみ量をあるレベルに抑えようとするならグラフの左側のあたりを使うことになります。つまりこの領域は弾性範囲と呼び、ヤング率が支配する領域で引っ張り強度がどうのとかはあまり関係なくヤング率だけですべてが支配されます。応力は入れ子材ではなく母型で受け止めるという考え方です。鉄のヤング率は、高価な合金鋼も機械構造用炭素鋼(S50C)も大差がありません。従って入れ子を不要なまでに厚くして変形をさせないようにするよりも母型の厚さを確保してたわみを少なくする方が経済的に金型の性能を向上させることができるということになります。なおスパンが大きくならないように支柱を入れることは賛成です。
応力・ひずみ曲線の測定データがあったので見てみました。あれ?

連続測定ではないのかな。