









エアベントについて('11.06.06 に作成したHPより転記)
エアベント(金型内のガスを排気するためのガス通路)について、その重要性をまったく意識していない金型を時々見かける。エアベントがダイキャストにおいて重要なのは、ダイキャストにおける熔湯の充填時間が樹脂用型の数分の一しかないこと(つまり排気のために使える時間が非常に少ないということ)、またコールドチャンバーの場合には余計な空気がさらに多い(スリーブ内のガスも排出しなければならないということ)。そして排気するための通路が狭く抵抗が大きいため排気している時間がたりないのだ。高速射出を行うことで、金型内に残された空気はさらに溶湯と混じることになる。これが巣の原因となる。
筆者は1990年頃ドイツ製自動車部品(DC製)をX線で観察したことがあり、その内部品質の素晴らしさに驚いた経験がある。その部品がどのような巣対策を行って製造されたのかという情報は得られなかったが、当時の日本のダイキャスト製品としてもトップレベルの品質であった。その頃から、チルベントを使った品物と未使用の金型では明らかな品質に差があることは分かっていたので(チルベント使用の有無はX線画像で区別できる)それ以降チルベントの標準仕様を決めてほとんどの金型に装着するようにしてきた。以下その頃の経験を提供する。
排気のための武器としては、チルベントと真空吸引用バルブ(真空および大気開放で使用できる)を使う方式があるが鋳造する対象部品により使いわけが必要となろう。この両方式は真空式としても使用可能である。チルベントについては、コストと使い勝手の両面からSCLでは使用を推奨しています。更なる品質要求がある場合は、真空方式を採用することになります。
チルベントについては、以下に詳しく説明するので参照されたい。
チルベントの設計指針
ダイキャスト鋳造の現場での次のような問題は、チルベントの採用でその多くが解決ができます。
(1) フクレが発生している。
(2) 部分的な充填不足、湯皺が起きる。
(3) 細かい彫刻文字がきれいに出ない。
(4) 機械加工後の気密漏れがなくならない。
(5) 機械加工後、切削面に巣が表われる。
(6) 熱処理後(T5,T6)、変形フクレが表われる。(普通DCではT6までは無理である、スクイズDC---ube HVSC使用---では対応可能)
これらの原因は、すべて金型内部に残されたガスによるものです.
現状よく使われる深さ0.1~0.2mmのエアベントでは、鋳造充填時間内に金型とスリーブ内のガスを金型から排気する能力が不足しています.このため圧縮されたガスが溶湯のなかに取りこまれ凝固してしまうため上記の問題(巣)が発生しています.
ここまでの記事について、「経済的観点からの見解が欲しい」という依頼があり以下を追記する。
チルベントブロックのために10万円以上数十万円の追加費用を払うのだからそれなりの成果が欲しいとのこと。ごもっともです。メリットとしては以下のようになる。
(1)鋳造作業の立ち上がり時間の短縮
鋳造開始から良品(次工程に流せるもの)までの捨て打ち回数が減少する。高速スイッチが早くオン出来る。
(2)スクラップ率を小さくすることが可能となる。アルミの再生コストと酸化ロスが減少する。
金型設計の段階で、ランナーとオーバーフローの体積を小さくすることができる。無理なく鋳造作業が進行するので、ゲート断面積に対するランナー断面積の安全率を大きくする必要がない。
(3)製品不良率が減少する。不良品となって再熔解にまわす必要がなくなる。
(4)上記の結果、金型の有効寿命が延びる。不良品として無駄にした分は寿命が延びる。
鋳造現場の問題点として上記に纏めたとおり、1~4の問題点が減少する。筆者が経験したものでは、チルベントの採用前に20%以上の不良品が発生していた金型にチルベントを取り付けた場合、不良品の状況を良く検討出来たこともあり、不良率は0.3%以下となり、最終工程で行っていた全数機密検査を廃止した事例がある。
ここでコスト計算をすると、チルベントの取り付け費用を15万円とする。250~350トンクラスをイメージしてください。月産5000個で毎月1000個(16.67%)の不良品が出ていたとする。鋳造費と再生費用で150円としよう。この数字は、苦労しているダイキャスターなら現実離れしていないことを理解してくれますよね。1000x150=150000円、 なんと一か月で投資費用を回収してしまうことになる。仮にチルベントを二つ設置したとしても二ケ月で費用回収ができ、金型寿命のくる およそ20ヶ月後までは毎月150000円の利益が発生することになる。15万・x18ヶ月=270万円 信じられない数字です。数字のマジックでは有りません。 この業界は、まだまだ利益を出す余地がありそうですね。日本のダイキャスターは、なぜか社内での不良発生に対して非常に鷹揚というか、鈍感である。上記の不良のように対策を採らないまま不良を毎月発生させている会社が残念ながらあることを知っている。この一連の計算を見てほしいね。
なぜか? その対策
なぜ排気システムが重要かということを説明しよう。ある断面を流れる気体の流量をあらわすハーゲン・ポアズイユ(hagen & Poiseuille)の式(Q=kdxx4/ηL)から、排気量「Q」はベントの長さLに反比例し、ベントの厚さの3乗(元の式は径の4乗であるが、幅の分を差し引いて3乗となる)に比例することがわかる.従って仮に排気管の長さが同じなら、厚みを0.15(普通のベント)から0.6(チルベント)と4倍にすると排気量が64倍になることがわかります.また、ここで排気管長さが2倍になったとしても32倍の排気能力が確保できるということになります。実際には平面的エアベントでは長い距離を確保しないとフラッシュが起きてしまうためおよそ64倍が採用できる。 ここでエアベントの厚さをただ4倍にするだけでは、溶湯が金型の外に吹き出してしまうため、溶湯のスピードと熱を効果的に奪ってやるためにチルベントの山の形状が工夫されています。
さらに真空ポンプ等に接続して吸引することにより金型内に残留するガス量をさらに低減することが可能です。チルベントの場合には、真空バルブ式のような面倒な保守作業から解放されます.ある会社のチルベントは排気部の隙間(厚さ)を変化させているが、上記の式から厚さを変化させることは好ましくないことが理解されよう。山を二重にして減速を確実に行うという手もある。
金型方案
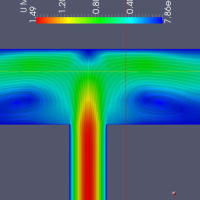
ゲートから一番遠い部分、最終充填部にガスが追いやられ圧縮されるという流れ(フローパターン)をイメージしてください.ここからエアベントにつなぐべきオーバーフロー(以下O.F)ゲートの位置が決まってきます.
チルベントの選定は使用するスリーブの体積分のガスが充填時間内に排気できる能力より決定してください.例えばφ100のスリーブを300mmのストロークで使用し充填時間が0.1secとすると1sec当たり23.5Lの排気が必要となります.スリーブに給湯された溶湯は金型内の空間と同体積なので(射出ストローク)x(スリーブ内径)が排気すべきガスの体積になります.(実際には低速充填の時間があり、いままでの0.2程度のエアベントではこの時間もガスの圧縮が起きるだけで有効に排気されませんが、チルベントはこのときも有効に排気を行います.従ってこの排気分が上記計算より余裕となります.
設計上の留意点
(1)金型の都合でチルベントの取りつけ位置とO.Fゲートの位置が離れてしまっても気にする必要はありません.
形状によってガスが圧縮される場所が2ヶ所になる場合、排気の干渉を避けるためチルベントを2個使うことをお勧めします.
(2)鋳造品の内部で溶湯とガスが混じってしまっては、チルベントが正常に能力を発揮する事ができません.スムーズな流れのランナーを設計してください.また複数ヶ所のゲートは望ましくありません(ゲートから入り込む位置が違うと内部で無用な衝突が起こる).
(3)鋳造品からの出口では、通常のゲートをつけ、そこからチルベントまでは、350トンクラスなら幅8~12、深さ2~4程度で接続してください.いままでの湯溜まりは不要です.必要以上に厚い接続は吹き出しの原因になります.ポアズイユの式からも2mm程度あれば十分な排気能力があります.薄肉品の場合は必要に応じ湯溜まりを追加して型温を確保してください.このとき接続ランナーは、吹き出し防止のため、2回以上クランク状に曲げてください.押し出しの際に折れない様、適宜 押し出しピンを配置してください。OF(オーバーフロー、湯だまり)の体積を理由もなく非常に大きく設定する設計初心者が多いが、その理由が明確に説明出来なければ大きくしないでください。無駄なエネルギーを使って無駄に金属を溶かしているだけです。
(4)安全カバーのない鋳造機ではなるべくチルベントの排気口を作業者のいる方向へ向けないでください.配置上無理な場合には、排気口にエルボパイプをつないで排気の方向を変えてください.金型の整備が悪くてフラッシュが起こる可能性があります。
(5)ゲートスピードが高く設定されている場合は、3番で説明したクランクの回数を増やしてください.
(6)スクイズ(HVSC等)で角がきれいに出ない、彫刻文字に充填不良が出るという場合は、チルベントで排気を確保してやると簡単に解決できます.ただ断熱性の有るスクイズ用の離型剤は、溶湯の流動性が保持されるためチルベントには積極的にかけないでください.飛び散りかかるのはかまいません.尚普通ダイキャストにも共通しますがエアブローは十分行って冷却とバリの除去を行ってください.普通ダイキャストでは離型剤をかけて冷却してください.
(7)真空吸引する場合、排気ポートにアルミの粉や離型剤が堆積しますので定期的に除去してください.またベントと真空バルブとの間にトラップやフィルターをつけてバルブへのアルミ粉の進入を防止してください。
(8)ホットチャンバーの場合。亜鉛とマグネシウムの場合はホットチャンバーマシンで鋳造される場合が多いのですが、この時は(3)で説明したクランクの回数を4程度にしてください.ZnとMgは型内での流動性がアルミよりはるかに良いため吹き出し(フラッシュ)が起きる可能性があるためです。現在では、亜鉛Mg用チルベントが手に入ります。SCLはアルミホットチャンバーの試作をお手伝いを行いましたが、この時は、アルミの流動性が良いことを考慮してチルベントの隙間をやや狭く設定しました。この結果は予想どうりのものでほっと一安心しました。
要らないかもしれない注記
◎「ふくれ」について: SCLは昔々1980年ころ、Znの鋳造においてこの問題に悩まされた。当時チルベントを使うという対策に行き着いていたら、ずいぶんと不良を減らすことができたと思う。
◎彫刻文字が不鮮明という問題: HVSC機で自転車フレームを鋳造した経験では、当初、彫刻部への充填不良はスクイズ法自体の問題と考えていたのですが、チルベントを採用するとあっけなく解決してしまった。これはほんとうにあっけなかった。HVSCスクイズ鋳造において、チルベントから離れた部分のガスの残りも解決できます。原因はすべてガスだったのです。
◎漏れについて: あきらかに減少する。特に210Kg/Cmxx2 という耐圧品(ギアポンプのハウジング)での減少率が大きかった。普通ダイキャストでは不良率1/20~30なんていう例がいくつもある。
◎真空バルブについて: 筆者はJMT社(http://japanmoldtrade.com/index01.html)に真空バルブ改善の為の図面(梃子のアームをよりスマートな形状にして安定した動きが出来るようにした)を提供したが、現在販売されているものは1週間から10日の間は、メインテナンス不要で操業可能とのこと。これは今までのバルブが毎日交換しなければならなかった為、10日以上経過すると現場担当者が不安になりメインテナンスをしてしまうということでした。チルベントの山を△→凸形にして短い距離で溶湯が止まるようにするアイデアも提供して商品化されている。
◎ Hagen-Poiseuilleの式から流量を計算してくれるサイトを見つけてやってもらった、ベント厚さ0.7mm 圧力差30hPaとして計算すると350ton程度の鋳造品なら50mm幅なら0.1秒あたり220cc 0.05秒なら100mmで220ccの空気が排出できるらしい。低速部は余裕があるので、高速部(第2フェーズ)のみを検討すればいいでしょう。
◎ ガスベントという呼び方も有ります。







※コメント投稿者のブログIDはブログ作成者のみに通知されます