FLsunとBIQUが調子よく動作しているので、その間にEasyThreed K1を復活することにしました
1号機はZ軸不調 X軸モーターのガタY軸モーターのガタ 2号機はY軸のガタY軸モーターからの異音があるので使える部品を交換して1台にします

制御ボートは何種類かあるようで、それぞれモーターが異なるとの情報がありましたのでモーターの型番を確認
1号機 X軸 24BYJ28-2.5W-586 Y軸 24BYJ28-2.5W-586 Z軸 24BYJ28-2.5-574
2号機 X軸 24BYJ28-2.5Ω-264 Y軸 24BYJ28-2.5Ω-264 Z軸 24BYJ28-2.5-574
XY軸の型番が異なります このモーターは中にギアが入っていて 586は1:42 286は1:32 574は1:64になっています
Y軸のモーターは2つともダメですが、なぜか1号機に予備のモーターが一個入っていてそれが586なのです
2号機には入っていませんでしたので予備をやめたのかたまたま混入したのかは不明ですがそれを使用することにします
1+2号機 X軸 24BYJ28-2.5W-264 Y軸 24BYJ28-2.5W-586 Z軸 24BYJ28-2.5-574
3種類のモーターになります XとY軸のギア比の違いはM92の軸ステップの変更で同じ送りになるように調整ます

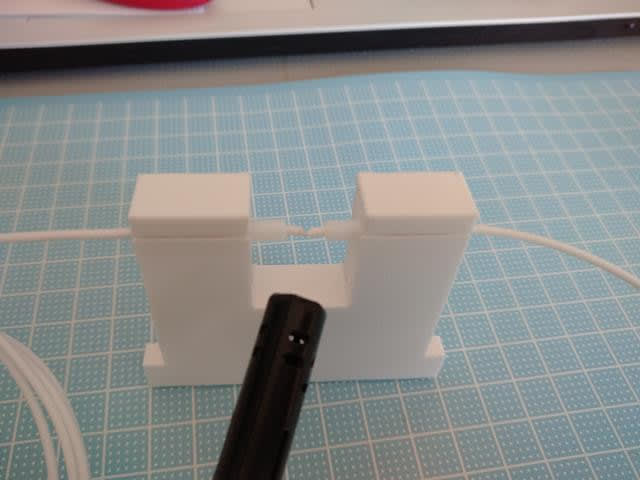
モーターのラベル
パラメータの調整や軸を動かすためにPronterfaceというフリーソフトをダウンロードしてインストールします
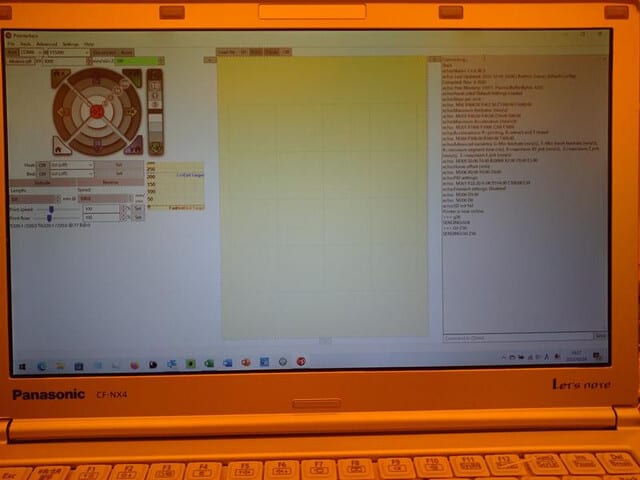
プリンターとPCをUSBで接続してしばらく放置してからPortを指定してconnectすると自動的にM503のコマンドを実行して設定内容を見ることが出来ます
>>> M503
SENDING:M503
echo:Steps per unit:
echo: M92 X468.00 Y467.50 Z1160.00 E1040.00
echo:Maximum feedrates (mm/s):
echo: M203 X40.00 Y40.00 Z10.00 E80.00
echo:Maximum Acceleration (mm/s2):
echo: M201 X1000 Y1000 Z200 E1000
echo:Accelerations: P=printing, R=retract and T=travel
echo: M204 P300.00 R300.00 T300.00
echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
echo: M205 S0.00 T0.00 B20000 X2.00 Z0.40 E1.00
echo:Home offset (mm):
echo: M206 X0.00 Y0.00 Z0.00
echo:PID settings:
echo: M301 P22.20 I1.08 D114.00 C100.00 L20
echo:Filament settings: Disabled
echo: M200 D3.00
echo: M200 D0
M92の内容が軸のステップ設定値です
echo: M92 X468.00 Y467.50 Z1180.00 E1040.00
1号機の本体に2号機のZ軸を移植しましたので、これは1号機の586と574の値です
ですのでX468.00を変更する必要があります ギア比から考えると600付近になると思われます
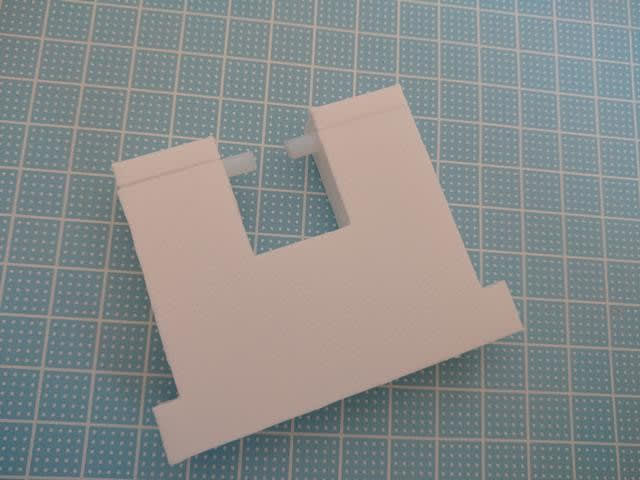
軸の調整をするために冶具を作りました

左側が150mmのスケールを立ててZ軸を調整 右側はホットエンドの箱につけてメモリを読みやすくする為です
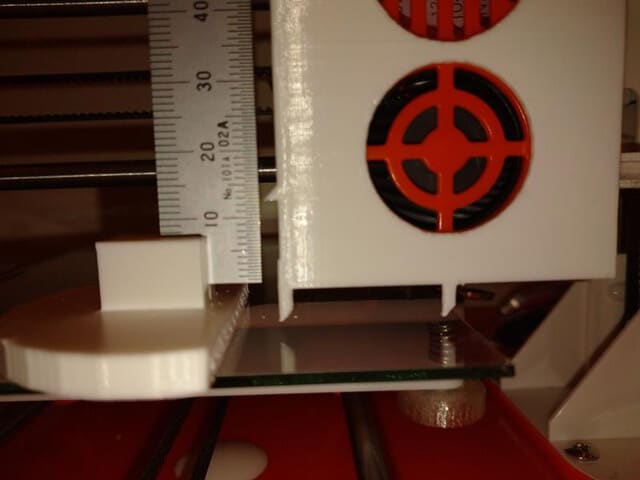
実際に使用している状態です Z軸用の冶具は丸型だと干渉してしまいましたので一部をカットしてあります
(No2へ続く)
1号機はZ軸不調 X軸モーターのガタY軸モーターのガタ 2号機はY軸のガタY軸モーターからの異音があるので使える部品を交換して1台にします
制御ボートは何種類かあるようで、それぞれモーターが異なるとの情報がありましたのでモーターの型番を確認
1号機 X軸 24BYJ28-2.5W-586 Y軸 24BYJ28-2.5W-586 Z軸 24BYJ28-2.5-574
2号機 X軸 24BYJ28-2.5Ω-264 Y軸 24BYJ28-2.5Ω-264 Z軸 24BYJ28-2.5-574
XY軸の型番が異なります このモーターは中にギアが入っていて 586は1:42 286は1:32 574は1:64になっています
Y軸のモーターは2つともダメですが、なぜか1号機に予備のモーターが一個入っていてそれが586なのです
2号機には入っていませんでしたので予備をやめたのかたまたま混入したのかは不明ですがそれを使用することにします
1+2号機 X軸 24BYJ28-2.5W-264 Y軸 24BYJ28-2.5W-586 Z軸 24BYJ28-2.5-574
3種類のモーターになります XとY軸のギア比の違いはM92の軸ステップの変更で同じ送りになるように調整ます
モーターのラベル
パラメータの調整や軸を動かすためにPronterfaceというフリーソフトをダウンロードしてインストールします
プリンターとPCをUSBで接続してしばらく放置してからPortを指定してconnectすると自動的にM503のコマンドを実行して設定内容を見ることが出来ます
>>> M503
SENDING:M503
echo:Steps per unit:
echo: M92 X468.00 Y467.50 Z1160.00 E1040.00
echo:Maximum feedrates (mm/s):
echo: M203 X40.00 Y40.00 Z10.00 E80.00
echo:Maximum Acceleration (mm/s2):
echo: M201 X1000 Y1000 Z200 E1000
echo:Accelerations: P=printing, R=retract and T=travel
echo: M204 P300.00 R300.00 T300.00
echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
echo: M205 S0.00 T0.00 B20000 X2.00 Z0.40 E1.00
echo:Home offset (mm):
echo: M206 X0.00 Y0.00 Z0.00
echo:PID settings:
echo: M301 P22.20 I1.08 D114.00 C100.00 L20
echo:Filament settings: Disabled
echo: M200 D3.00
echo: M200 D0
M92の内容が軸のステップ設定値です
echo: M92 X468.00 Y467.50 Z1180.00 E1040.00
1号機の本体に2号機のZ軸を移植しましたので、これは1号機の586と574の値です
ですのでX468.00を変更する必要があります ギア比から考えると600付近になると思われます
軸の調整をするために冶具を作りました
左側が150mmのスケールを立ててZ軸を調整 右側はホットエンドの箱につけてメモリを読みやすくする為です
実際に使用している状態です Z軸用の冶具は丸型だと干渉してしまいましたので一部をカットしてあります
(No2へ続く)