








位置決め治具に並んで多いのが、「バリ取りに関する問い合わせ」です。
スタッド溶接をした時に。その強度の溶接の良好さの目安となるのが、スタッドの根元に出るスパッターです。このスパッターが大きすぎても溶接部位にブローホールが発生して強度が落ちるのですが、見た目の美観を重んじるあまり、スパターが少ない状況では十分に溶け込んでいない場合があり強度的に不安です。
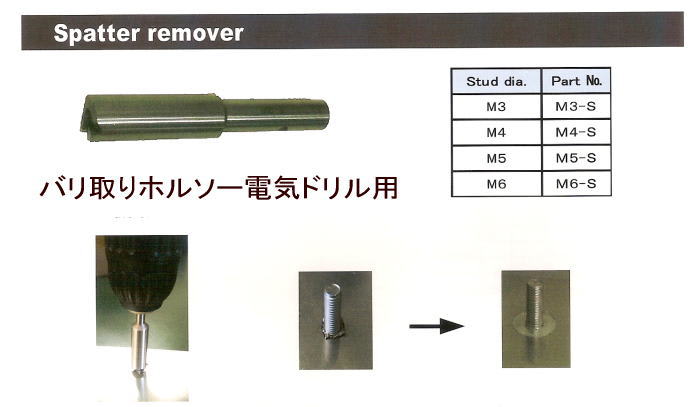
そこで役に立つのが、バリトリホルソーです。溶接したスタッドの径に合わせて適合するホルソーを選んで使用します。ホルソーの細くなっている部分を電機ドリルに装着して溶接したスタッドにかぶせて根元のスパッターを除去します。
用途は、主にアルミの溶接でカーテンウオールなどではやや多めにスパッターが出るくらいに溶接電圧を設定してしっかりと母材に溶け込ませます。ししてバリ取りホルソーで除去します。
ただし、鉄の太径、ステンレスではスパッターも硬くなるのでホルソーの持ちが悪くなります。その場合は、溶接する部位にノンスパッター液や表面張力が働いて玉状にならないくらいに中性洗剤を混ぜた水をつけて(溶接熱を奪うのでなるべく薄くです)から溶接を試してください。発生するススやスパッターをかなり飛ばされ綺麗な仕上がりが期待できます。
スタッド溶接をした時に。その強度の溶接の良好さの目安となるのが、スタッドの根元に出るスパッターです。このスパッターが大きすぎても溶接部位にブローホールが発生して強度が落ちるのですが、見た目の美観を重んじるあまり、スパターが少ない状況では十分に溶け込んでいない場合があり強度的に不安です。
そこで役に立つのが、バリトリホルソーです。溶接したスタッドの径に合わせて適合するホルソーを選んで使用します。ホルソーの細くなっている部分を電機ドリルに装着して溶接したスタッドにかぶせて根元のスパッターを除去します。
用途は、主にアルミの溶接でカーテンウオールなどではやや多めにスパッターが出るくらいに溶接電圧を設定してしっかりと母材に溶け込ませます。ししてバリ取りホルソーで除去します。
ただし、鉄の太径、ステンレスではスパッターも硬くなるのでホルソーの持ちが悪くなります。その場合は、溶接する部位にノンスパッター液や表面張力が働いて玉状にならないくらいに中性洗剤を混ぜた水をつけて(溶接熱を奪うのでなるべく薄くです)から溶接を試してください。発生するススやスパッターをかなり飛ばされ綺麗な仕上がりが期待できます。









