Tronxy P802M Cura印刷設定 覚え書き①
< Tronxy P802M Prusa i3 クローンモデル>
1.購入の切っ掛け
もう4~5年ほど前のDIYモデルになるんですが、私が3Dプリンタをいじり始める切っ掛けとなった製品です。
当時は3Dプリンタが話題になっていたか話題になっていた少し後ぐらいでしょうか。
私自身は、元々仕事で3DCADを使っていたので、思いついたアイディアをその場ですぐに形にできる3Dプリンタには並々ならぬ興味がありました。
とはいえ、普通に買ったらまだまだお高く、手の届かない存在だったんですが、ある時 Youtube のレビューでDIY組み立てキットの3Dプリンタが存在していることを知り、Amazon で調べてみると、なんと検索にヒット!
価格も2万円未満とお安かったので、速攻でポチったのはいい思い出です。
2.Curaとの出会い
元々は P802M のSDカード内に入っていた、たぶんカスタム?された Cura スライサーソフトを使っていたんですが、どうも Youtube のレビューで見る Cura と微妙にソフトの設定項目なんかが違っていたので不思議に思っていたんですが、レビューをどんどん見ていくうちに(基本海外の方の英語レビュー)Ultimaker のソフトがオリジナルだと知り、オリジナルへ切り替え。
とにかく色んな部品などを印刷していたんですが、最初は Cura の初期設定のまま使っていたので、造形物の精度が出なかったり、スカスカのものが出来上がったりと、試行錯誤しながら海外のサイトを辞書片手に読んでみたりと、ある程度使えるようになるまでがほんと大変だった記憶が今でも鮮明に残ってます。
そうこうしているうちに、次々と新しいモデルが発表され、私もそれに合わせて3Dプリンタを乗り換えていったので、いつの間にか P802M も倉庫で眠ることに・・・・。
3.P802Mの現役復帰
今週念願の3Dプリントのお仕事をゲットでき、意気揚々とプリントを開始したわけなんですが、現在主力として使っている Anycubic i3 Mega-s の調子が悪く、不安になってたんですが、そう言えば倉庫に P802M を仕舞っていた事を思い出し、あれっ?もしかしたらまだ使えるんじゃないか?と、埃を払い電源投入、さすがに3年ほどほったらかしにしていたので、操作ボタンが反応しない、部品が脱落しているなどなど、いくつか問題もありましたが、ちょっとしたメンテナンスの後に無事、現役復帰と相成りました。
また一緒に頑張ってこうぜ!802ちゃん(^^)
4.そして印刷失敗w
ということで、さっそく部品を印刷するべくCuraにてスライス、そして印刷開始。
まあ、前項で長々と書いたように、色々と項目を設定してやらないといけなかったんですが、あれから年数もたってるし、Ultimakerにも情報が集まってるだろうから初期設定のままでも結構いいものが印刷できるんじゃね?と、正直かなりなめ腐ってました。
印刷スタートして睡眠へ、そして約半日後、悲劇が・・・・。
さーて、そろそろ印刷も終わってる頃かなぁ~と、足取り軽く作業部屋へ
そこには・・・・スッカスカで、ボロッボロのもろい部品がヒートベッドの上に鎮座しておりました。
orz
5.P802MのCuraスライス設定
ここから漸く本題へ入ります。
まぁこれ以上失敗したくないので、初心に立ち返り当時の記憶をたどりながらちょこちょこと設定をいじりました。
どちらかというと自分用の覚え書きという意味合いが強いんですが。
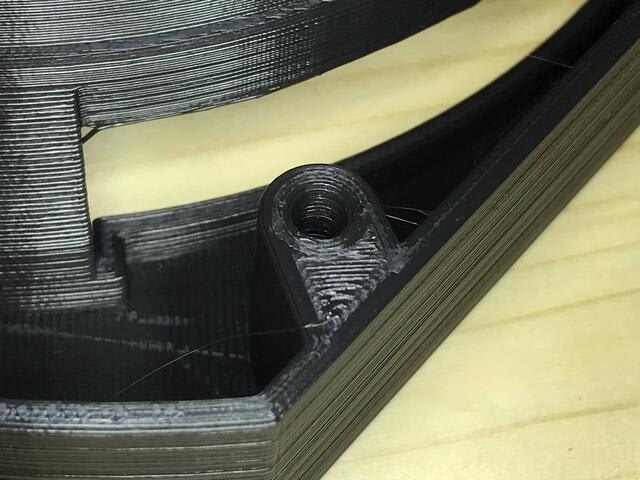
失敗した部品は上の項でも書きましたが、フィラメント同士がうまく接合できていない状態のもの
わかりやすいのは穴の配置周りです、下の写真を見ると穴周りの上平面に穴が開き、穴の内壁もボロボロの状態になっていることがわかると思います。

3Dプリンタの速度が速いのと、フロー(フィラメントの吐出量)が十分でなかったことが原因です。
これを改善するために、今回は主にフローの設定項目と速度部分を調整しています。

こんな感じで、軒並み基本の印刷速度を25mm/sへ変更しています。
え~遅すぎ、と思われるかもしれませんが、これ、フレームがアクリル板をM3ネジで固定しただけの構造なので、早く動かしすぎると慣性の影響でフレーム自体がビビってしまい表面の品質にもろに影響してくるからです。
あとは全体的なフローを100%→105%へ
内壁とインフィルを100%→120%へ変更
内壁とインフィルはちょっと出しすぎかもしれませんが、とりあえずこれで部品がスッカスカになることを防ぎます。
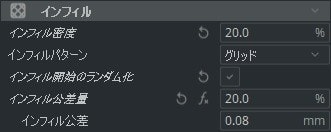
基本的にフローをいじってしまえば穴あきなどを防げると思いますが、今回は念のためにインフィル公差量もいじって強度を上げています。
ここは10%→20%(公差量0.04→0.08)へ
6.印刷結果
比較のために失敗部品の写真と並べてみます。
どうでしょう?
結構はっきりと違いが判ると思います。
これで安心して部品の印刷が続けられますね。
というか、初めから横着せずにちゃんと設定しておけばよかったんですが(汗
せっかく現役復帰させましたので、今後時間が取れれば、海外のサイトに改造パーツのモデルデータが配布されているので、それらを用いてP802Mの改造を行っていこうかと考えてます。










