








この記事は、整列機のブログを始めて、その早い段階で
投稿する予定だったものですが、一時期ポメラの調子が
悪くなり、ノートパソコンで書いていた時に、
ポメラに保存しっぱなしになっていたものです。
申し訳ありません。
----------------------------------------------------------------
ウエステックの整列機は、専用のコントローラで制御します。

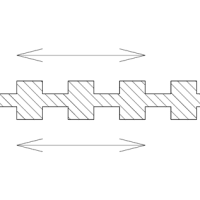
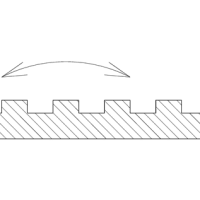
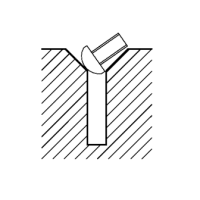
ウエステックの整列機は、まず手前側に傾き、振動し、切り返して
奥側に傾き、振動し、切り返し・・・という動きを繰り返します。
その際、設定しておかなければならないのは、傾きの角度・
振動の強さ・振動している時間(反対側に切り返すまでの時間)
の3つです。

その3つをあらかじめ設定しておき、コントローラに入力
しておけば、あとはそのプログラムを走らせるだけです。
プログラムが終わると、水平に戻って停止します。
この整列プログラムの内容を、振動条件と呼ぶ場合もあります。
振動条件がマッチしていないと、全く並ばない事もあります。
簡単な部品であれば、同じパターンの繰り返しで並びます。
手前に8°傾け、振動値を60(フル振動の60%)にし、
10秒キープしたら反対側に切り返し、同じ角度と振動値で振る、
これを3往復繰り返して停止、といった具合です。
複雑な部品ですと、手前に9°傾けて振動値55で8秒間振り、
切り返して奥側に12°傾けて振動値58で7秒間振り、
又切り返して手前に8°傾けて振動値53で9秒間振り
・・・といった具合に、各往復ごとに設定値を
変える場合があります。
この設定値は、実際に振りながら決めます。部品の流れが
悪いようですと、傾きを急にしたり、振動数を上げます。
逆の場合は設定値も逆です。
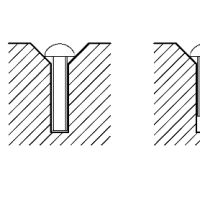
切り返す時間も振りながら決めます。部品が整列治具の
端から端まで充分に流れきったら、切り返すようにします。
切り返しが早過ぎると、整列治具の端の方まで部品の流れが
到達しないため、端の方の整列穴に抜けが多くなります。
逆に、切り返しが遅過ぎると、部品が流れきっているのに、
その傾きのまま振り続ける事になり、時間の無駄になります。
新規案件の部品ですと、部品の現品をお借りして
事前に整列実験を行い、整列穴形状を決めますが、
この時、振動条件のひな形も見付け出しておきます。
整列実験時の試作治具と、本番用の整列治具とでは、
治具サイズと整列穴数が違いますので、各往復時の
時間は伸ばす必要がありますが、傾きや振動数は、
ほぼ実験時の値を踏襲できる場合が多いです。
整列治具と整列機を同時に購入して戴いた場合は、
本番用整列治具の整列プログラム(振動条件)を、
あらかじめ整列機に入力して出荷します。
整列治具だけを御注文の場合は、弊社内で調整した
整列プログラムを「整列データ表」として印刷し、
治具と一緒に納入しますので、お客様の方で
それを見ながら入力して戴く形になります
(入力操作は難しくありません)。
入力操作に慣れて来ると、例えば部品のメッキが
変更になって滑りが悪くなり、流れが遅くなったり
した場合に、お客様ご自身で整列プログラムを
調整できるようになります。
投稿する予定だったものですが、一時期ポメラの調子が
悪くなり、ノートパソコンで書いていた時に、
ポメラに保存しっぱなしになっていたものです。
申し訳ありません。
----------------------------------------------------------------
ウエステックの整列機は、専用のコントローラで制御します。
ウエステックの整列機は、まず手前側に傾き、振動し、切り返して
奥側に傾き、振動し、切り返し・・・という動きを繰り返します。
その際、設定しておかなければならないのは、傾きの角度・
振動の強さ・振動している時間(反対側に切り返すまでの時間)
の3つです。
その3つをあらかじめ設定しておき、コントローラに入力
しておけば、あとはそのプログラムを走らせるだけです。
プログラムが終わると、水平に戻って停止します。
この整列プログラムの内容を、振動条件と呼ぶ場合もあります。
振動条件がマッチしていないと、全く並ばない事もあります。
簡単な部品であれば、同じパターンの繰り返しで並びます。
手前に8°傾け、振動値を60(フル振動の60%)にし、
10秒キープしたら反対側に切り返し、同じ角度と振動値で振る、
これを3往復繰り返して停止、といった具合です。
複雑な部品ですと、手前に9°傾けて振動値55で8秒間振り、
切り返して奥側に12°傾けて振動値58で7秒間振り、
又切り返して手前に8°傾けて振動値53で9秒間振り
・・・といった具合に、各往復ごとに設定値を
変える場合があります。
この設定値は、実際に振りながら決めます。部品の流れが
悪いようですと、傾きを急にしたり、振動数を上げます。
逆の場合は設定値も逆です。
切り返す時間も振りながら決めます。部品が整列治具の
端から端まで充分に流れきったら、切り返すようにします。
切り返しが早過ぎると、整列治具の端の方まで部品の流れが
到達しないため、端の方の整列穴に抜けが多くなります。
逆に、切り返しが遅過ぎると、部品が流れきっているのに、
その傾きのまま振り続ける事になり、時間の無駄になります。
新規案件の部品ですと、部品の現品をお借りして
事前に整列実験を行い、整列穴形状を決めますが、
この時、振動条件のひな形も見付け出しておきます。
整列実験時の試作治具と、本番用の整列治具とでは、
治具サイズと整列穴数が違いますので、各往復時の
時間は伸ばす必要がありますが、傾きや振動数は、
ほぼ実験時の値を踏襲できる場合が多いです。
整列治具と整列機を同時に購入して戴いた場合は、
本番用整列治具の整列プログラム(振動条件)を、
あらかじめ整列機に入力して出荷します。
整列治具だけを御注文の場合は、弊社内で調整した
整列プログラムを「整列データ表」として印刷し、
治具と一緒に納入しますので、お客様の方で
それを見ながら入力して戴く形になります
(入力操作は難しくありません)。
入力操作に慣れて来ると、例えば部品のメッキが
変更になって滑りが悪くなり、流れが遅くなったり
した場合に、お客様ご自身で整列プログラムを
調整できるようになります。
※コメント投稿者のブログIDはブログ作成者のみに通知されます