今回、ランクル・プラド用バッテリーの寿命が来たので、購入品の選定について種々検討し悩んだ末、初めての再生品を使って見ることにした。
選定検討の対象は、以下の4種目(サイズ:115D31相当品)
・国産高性能バッテリー ・・・・・¥20,000程度以上
・国産普通バッテリー・・・・・・・¥12,000程度
・韓国製の低価格バッテリー・・・・¥7,000程度 送料込み
・再生バッテリー・・・・・・・・・¥7,000程度 送料込み
【注】上記の金額はインターネット販売価格で、カー用品店等での高性能batteryは¥30,000以上する。
結果として、コストパフォーマスが優れていると思われる下図の再生バッテリーをヤフオクで購入した。

このバッテリー詳細は、
・(品名)新品未使用品を極板復活処理した再生バッテリー
・(メーカー・商品名)パナソニック Power COMPLETE
・(容量)105D31L
・(再生条件)電圧:12.75v以上、比重:1.28~1.29、CCA:サイズ基準値の100%以上
・(補償)15ヶ月
・(価格)¥6,500 +(送料)\350
・(その他)廃棄バッテリーの無料、着払い送付用伝票付き
ところで、Panasonicカタログにはこの商品名での掲載はなく、OEM品として販売されているようで、一例としては宇佐美ブランドでガソリンスタンドで販売されている。
今回品は、これらの長期在庫品を再生処理して販売しているものと推測する。
通常の再生バッテリーは、廃棄回収品の中から性能劣化の少ないものを選出して、再生販売してもので、製品バラツキが大きいのではないかと思われるが、これと比較して今回のものは新品再生であり、新品に近い性能と信頼性があるのではないか、と勝手な都合よい期待をしている。
これまでは、下図バッテリーを載せており¥13,000で約5年間使用したので、今回品は2年半以上保てばコスト的に同等となる。
しかし、今回品はパナソニック製であり、5年程度は使えるのではないかと期待している。

これまでのバッテリー、SMF115D31R
〔再生バッテリーとは〕
鉛バッテリーは、充放電の繰り返しや経年により極板に発生する硫酸鉛が結晶化(サルフェーションという)して、電池容量が次第に減少する。
この劣化したバッテリー電極に10~30kHzの高周波パルス電流を流して、サルフェーションを鉛イオンと硫酸イオンに分解して、蓄電能力を回復させるもので、近年、これの活用が拡大してきているようである。
〔自動車用バッテリーの種類〕
自動車用バッテリー(スターターバッテリー)には下記のようないろんな種類があって、その価格も大きな開きがあるが、その違いがよく判らない。
・従前のキャップ付タイプ(開放型という)
・キャップの無い密閉型のメンテナンスフリー(MF)タイプ
・高性能極板による増容量(または軽量・コンパクト)、長寿命タイプ
・充電制御付車両用バッテリー
ここで、高性能・長寿命といってもせいぜい1.3~1.5倍程度(カタログ値)、またMFタイプは比重確認ができず、自前での再生などには不向きであって、好きでない。
〔自動車用バッテリーの特徴〕
鉛バッテリーの使い方による種類・区分としては、大きく分けて以下の2つに分けられる。
・
スターターバッテリー ・・・・自動車などエンジン始動用
・
ディープサイクルバッテリー・・・電動フォークリフト、電動車両など動力用
スターターバッテリーは、セルモーターを回す時だけ大きな電流を取り出し、始動後すぐに充電することを繰り返す。
ディープサイクルバッテリーは、比較的少ない電流を流し続けて使い切り、その後充電することを繰り返す。
以上のような違いから、バッテリーの作り方が違っており、寿命も違いがあり、自動車用が2~3年に対し、ディープサイクルバッテリーは7年超など長いようだ。
自動車用のスターターバッテリーは、使い切りなど過放電すると著しく性能劣化し、再起不能となりやすい性質があるので注意が必要である。
自動車の短い距離走行を繰り返す”ちょい乗り”使用は、充電が不十分でバッテリー寿命を縮めるため、時々、補充電するなどの配慮が必要である。
ただし、お金持ちはバッテリーを頻繁に交換すればよいので、余計な心配はしないでよい。
問題は、自分のような貧乏人のことである。
バッテリーに過酷なディゼル車でもって、2kmほど離れた自宅~ガレージ間を往き来しているので、今回のような交換バッテリー選定に悩んだのである。
(自分はバッテリー再生器をもっているのだが、近々寒冷地へ出掛けるため、止むなく購入した)









 上部の棒は、φ16mm鋼棒
上部の棒は、φ16mm鋼棒 腐食焼損したガラス管ヒューズ
腐食焼損したガラス管ヒューズ
 JA71用の分解図
JA71用の分解図

 SJ30用
SJ30用
 SJ10のケースにセットして
SJ10のケースにセットして
 偏芯シャフト(ピン)を支持するプレート
偏芯シャフト(ピン)を支持するプレート 穴底に数mmの偏芯量が見える
穴底に数mmの偏芯量が見える このピンは焼き入れ処理品でドリル削孔できなかったため、ガスバーナーで焼き戻しして削孔した。
このピンは焼き入れ処理品でドリル削孔できなかったため、ガスバーナーで焼き戻しして削孔した。 完成品
完成品
 アイドラーギヤをセットした状態
アイドラーギヤをセットした状態 中間ケースをセットした状態
中間ケースをセットした状態 使った削孔工具
使った削孔工具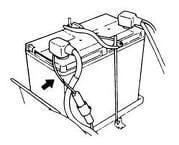 手前の+端子から、太い線はセルモーターへ、細い線(矢印)がヒュウジブルリンク
手前の+端子から、太い線はセルモーターへ、細い線(矢印)がヒュウジブルリンク ヒュージブルリンクのパーツで、赤線が過電流で溶断する。
ヒュージブルリンクのパーツで、赤線が過電流で溶断する。 スローブローヒューズの例
スローブローヒューズの例 スローブローヒューズの例
スローブローヒューズの例 自作した円盤(焼き入れ前)と焼きなましたリーフスプリング
自作した円盤(焼き入れ前)と焼きなましたリーフスプリング


 )
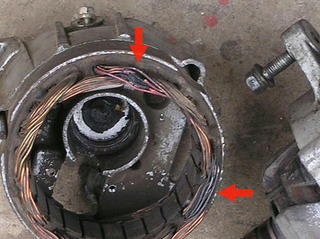
) 交換したJA71用発電機
交換したJA71用発電機 コマツ製の年代物フォークリフト
コマツ製の年代物フォークリフト
 ジェットスキー用セルモーター
ジェットスキー用セルモーター
 ブラシ交換修理完了状態。
ブラシ交換修理完了状態。 ジムニーセルモーター用ブラシを整形した状態
ジムニーセルモーター用ブラシを整形した状態 銅色のスターターブラシ:端子仕様により異なるが1個¥1,500以上する
銅色のスターターブラシ:端子仕様により異なるが1個¥1,500以上する 黒色の電動工具用ブラシ:極めて安価、2個セットで¥300~500程度
黒色の電動工具用ブラシ:極めて安価、2個セットで¥300~500程度

 位置出し(この画像では右側へ2mm程ずれているが・・・)
位置出し(この画像では右側へ2mm程ずれているが・・・) 現物セット状態での仮付け
現物セット状態での仮付け
 加工完成
加工完成 塗装してセット
塗装してセット
 位置出し段階でのテンションアジャストアーム(材料はJA71用を活用)
位置出し段階でのテンションアジャストアーム(材料はJA71用を活用)
 プーリー回転防止はベルトと万力を用いて・・・!
プーリー回転防止はベルトと万力を用いて・・・!
 2本のブラシはホルダーに納まっており、ビス2本で簡単に着脱できる。
2本のブラシはホルダーに納まっており、ビス2本で簡単に着脱できる。