










![]() 離婁(りろう)篇 / 孟子
離婁(りろう)篇 / 孟子

※ 侮られるのは自分に原因がある:不仁の人とは話し合ってもムダだ。かれ
らは危険なのに安全だと思い、有害なのに有利だと言え、時分から滅びの
道を楽しんでいる。不仁でも話し合えるというなら、国を滅ぼし、家を没
落させる手合いはいないことになる。むかし子供が、「浪浪の水が澄んだ
なら 冠の紐を洗いましょう滄浪の水が澗ったらわたしの泥ましょ
う」と歌っているのを聞いた孔子は、門人に言った。「あれをよく聞くが
よい。澄めば人は冠の紐を洗い、澗れば泥足を洗う。人が何を洗うかは水
しだいだ」
他人から侮辱を受けるのは、受けるようなことを自分がしたからである。
家が没落するのも、国が滅びるのも、他人がそうするまえに自分で原因を
つくっておいたのだ。『書経』の太甲篇に、「天が降した災難は逃れるこ
ともできよう、だが自分で招いた災難は絶対逃れられない」とあるのは、
この意味である。
【解説】自分で自分を軽蔑するから他人に軽蔑されるのだ。人間は自信と
誇りを失ってはおしまいである。なお「滄浪の水……」の歌は『楚辞』の
漁父笥にも見える。憂国の詩人屈原が追放されて高水のほとりをさまよっ
ていたとき、老いた漁夫がこの歌を歌うのである。そこでは、浪浪の水の
清濁を世のなりゆきにたとえ、それに応じて身の処し方を変えてゆけばよ
い、という意味に用いている。


 No.114
No.114
【バイオマス篇:バイオマスプラスチック事業】
● すべての道はバイオマスへと繋がる
バイオマスは何もエネルギーだけではない。ナノセルロースファイバーのように鉄より強靱な
機能性プラスチックやポリ乳酸生分解性プラスチックなどの日用品の食器や日用品、装飾品な
ど環境に優しい事業領域がある。今夜は水棲の藻を乾燥/粉砕し熱可塑樹脂のフィラメント成
形したの後、スリーディープリンタで造形する藻由来バイオマスプラスチックの話題を取り上
げる。
なお、藻類バイオマスエネルギーの研究が大きく動き出すのは、2007年に入ってから。その切
っ掛けとなったのは、この年に2つの重要な報告があり、ひとつは、ニュージーランドのキス
ティという学者が、トウモロコシや大豆、綿花などの作物に比べて、微細藻類のオイル生産能力
は数十倍から数百倍も高いということを発表する。もうひとつは、イギリスの総合学術誌『ネ
イチャー』に『藻類再び花開く』というタイトルで、『藻は将来のエネルギー資源として高い
潜在能力をもつ重要な生物である』という記事が掲載された。これをきっかけとして欧米で再
び藻類の研究が盛んになり始めている(一志治夫「ニッポンがエネルギー資源大国になる日~
バイオ燃料「藻類バイオマスエネルギー」が導く未来~、2016.03.21)。
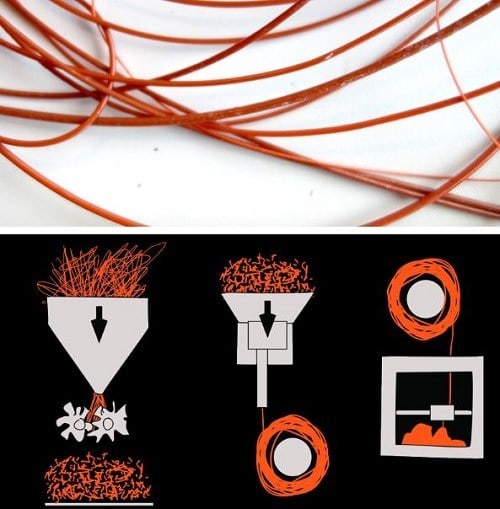
12月4日、オランダのデザイナーEric KlarenbeekとMaartje Drosは、藻類から作られたバイオ
プラスチックの開発に成功したことを公表。同グループは藻類の水生植物を栽培し、乾燥して
スリーディープリンターに使用できる素材に加工し、藻類ポリマーがシャンプーボトルから食
器やゴミ箱まであらゆるものを作り、最終的に化石燃料で作られたプラスチックに置き換える
ことを目指す。彼らは、藻類を使用して、布地の染料や水のボトルから椅子、さらには建物の
ファサード(外装)まで、その合成物よりも環境にやさしい製品を作り出すデザイナー。また、
藻類だけでなく、菌糸体、ジャガイモ澱粉、カカオ豆殻などの他の有機原材料から生体高分子
を造形。将来、新鮮なパンのように有機原料を「焼く」街角のベーカリーの様な「三次元ベー
カリー」と呼ばれるバイオポリマープリンタのローカルネットワークを確立――それは多国籍
チェーンから家具や製品など新しい工芸品製造販売する分散型経済――の構築することが目標
であると話す。

デザインアカデミーEindhovenの卒業生、KlarenbeekとDrosの研究――6年前に始めらKlarenbeek
の菌糸の研究から生きた真菌を使った世界で初めて、スリーディプリントチェアを開発。以来、
アメリカの会社Ecovativeと共に、スタジオはKrownと呼ばれる菌糸製品の商業ラインを開発。
DIYキットは、消費者が独自の生分解性ランプ、テーブル、ピクニック製品などを販売。植物
の一種の藻類は、光合成過程で二酸化炭素を吸収しエネルギーを生産、地球規模の二酸化炭素
の削減と気候変動の防止に役立つ生産材料として役立て、私たちを取り巻くすべてのもの(製
品、住居、車)は、究極的にカーボン(二酸化炭素)結合の一形態になり得て、メーカーは革
命を巻き起ことすだろうと語っている。


ここでは、デザイナーらしく(上写真)のようになにやら怪しげな実験を行っているようであ
はあるが、バイオマス由来の海藻をどのようなプロセスを経て三次元プリンタ用フィラメント
をつくってるか見当がつかないのでこちらで独自に調査し革命的事業開発を担保する技術事例
を呈示する。まず事業開発パートナーである米国のEcovative 社の保有知財事例(下図参照)を
みてみよう。この米国特許「脱水された菌糸体要素およびそれによって製造された製品の製造方法」(
US 9803171 B2;Method for making dehydrated mycelium elements and product made thereby )――菌
糸体と繊維、菌糸体と粒子、および菌糸体、粒子および繊維の組み合わせの少なくとも1つを
含有する生水含水菌糸体複合体は、菌糸体組織増殖を促進するために栄養物質で処理される。
50重量%未満の水分含量まで脱水して菌糸体組織のさらなる成長を不活性化し、保存/貯蔵さ
れた脱水菌糸体複合体は、菌糸体を再活性化させ、少なくとも1つの子実体の成長を開始に再
水和し処理する方法――のように菌糸体(バイオマス)由来(あるいはさまざまな材料との構
成物として)の複合材料、フィルムを生産する製造技術を保有する事業体であるが、三次元プ
リンタ用フィラメント材の製造に特化した技術提案は見あたらない。

 Oct. 31,2017
Oct. 31,2017
そこで、(1)国内の3次元プリンタ用バイオマス由来プラスチック(生物分解性を含め)材
料と(2)その原料製造技術の特許事例を調査する。先回でも取り上げた取り上げた光硬化性
樹枝による3次元造形システムの技術論文と同様に、3次元形状を直接に立体モデル化するシ
ステムはラピッドプロトタイピングシステム、ラッピッドマニュファクチャリングシステム等
と呼ばれ、これらシステムには、❶使用する熱可塑性樹脂に決定される所定の温度に維持され
た恒温室(構築チャンバ)を有する方式、❷熱可塑性樹脂の粉末を溶融接着して積層する方式
等がある。特に近年、熱可塑性樹脂材料を、所望の温度でノズルから押出し、所望のパターン
を有す3次元物品を作製するFDM(Fuse Deposition Modeling)方式が安価な装置で達成可能
なことから注目を集めているが、FDM方式で用いられる材料としては、下記のものが開示さ
れている。
- (1)生分解性を有する熱可塑性樹脂(A)およびメチルメタクリレートに由来する構
成単位(b1)とブチルアクリレートに由来する構成単位(b2)とを有する重合体
(B)を含む3Dプリンター用フィラメント。 - 前記重合体(B)の質量平均分子量が190,000~10,000,000である(1)の3Dプリンタ
用フィラメント。 - 前記重合体(B)の構成単位の合計100質量%中、メチルメタクリレートに由来する
構成単位(b1)が40質量%以上である(1)または(2)の3Dプリンター用フィ
ラメント。 - 前記生分解性を有する熱可塑性樹脂(A)がポリ乳酸樹脂を含む(1)~(3)のいず
れか1に記載の3Dプリンター用フィラメント。 - 前記生分解性を有する熱可塑性樹脂(A)100質量部に対し、前記重合体(B)を0.
1~30質量部含む(1)~(4)のいずれかに記載の3Dプリンター用フィラメント。 - 質量平均分子量が3,000~180,000である(メタ)アクリレート系樹脂(C)をさらに含
む(2)~(5)のいずれかに記載の3Dプリンター用フィラメント。 - 前記(メタ)アクリレート系樹脂(C)の割合が、生分解性を有する熱可塑性樹脂(A)
および(メタ)アクリレート系樹脂(C)の合計100質量%のうち、1~99質量%
である(6)に記載の3Dプリンター用フィラメント。
ところで、下表(特開2017-160349「3Dプリンター用フィラメント」三菱ケミカル株式会社)
によれば、過度の温度をかけずに造形物を良好に製造できるが、3Dプリンター用フィラメン
トの柔軟性についての言及はなく、造形の際にフィラメントの柔軟性が低いため、造形途中で
折れてしまい、安定して精度の高い造形物得られないという課題があり、得られる造形物の精
度についても言及もなく、質量平均分子量が190,000~10,000であるメチルメタクリレートに由
来する構成単位とブチルアクリレートに由来する構成単位とを有する重合体を用いているため、
造形の際にノズルから溶融して出てきた材料のスウェルが大きくなり、精度の高い造形物得ら
れないという課題があった。加えて、樹脂の流動性が低く、高速造形性に劣るといった課題も
あり、過度の温度を掛けずに造形物を良好に製造することができ、さらには、フィラメントの
柔軟性が優れるため、安定して精度の高い造形物が得られる3Dプリンター用フィラメントを
得ることで、生分解性を有する熱可塑性樹脂(A)、およびアクリル酸エステル単位からなる
重合体ブロック(b1)とメタクリル酸エステル単位からなる重合体ブロック(b2)とを含
有するアクリル系ブロック共重合体(B)、を含む3Dプリンター用フィラメントを提案する
に至っている。
また、「特開2016-020401 造形材料」(ユニチカ株式会社)によれば、これらのフィラメント
の混合して使用することができる材料として、石油系はもちろん、バイオマス系原料からでき
た各種熱可塑性樹脂も挙げることができ、特にバイオマス系熱可塑性樹脂としては、ポリヒド
ロキシブチレート系、ポリブチレンサクシネート系、ポリブチレンサクシネート系、ポリカプ
ロラクトン系、酢酸セルロース系、その他セルロース系、ポリエステルアミド系、酢酸ビニル
系、デンプン系のものから適宜選択が可能で、単一でも複数種の混合でも構わず、フィルムも
しくはシート状基材(1)には、透明熱可塑性エラストマーを含んでいてもよく、特にポリ乳酸
のような固いものに用いると、フィルムの柔軟性、加工適性が付与でき、折り曲げや衡撃にも
強いフィルムができる。熱可塑性エラストマーとしては、水素添加ジエン系重合体、変性ジエ
ン系重合体が好ましく、その他にもスチレン系熱可塑性エラストマー、オレフィン系熱可塑性
エラストマー、塩化ビニル系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、
ポリアミド系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマーまたはこれらの混
合物等が挙げられる。具体的に最も好ましいエラストマーの構造としては、水添スチレン‐ブ
タジエンゴム、スチレン‐エチレンブチレン‐オレフィン結晶ブロックコポリマー、オレフィ
ン結晶‐エチレン‐ブチレン‐オレフィン結晶ブロックコポリマーが挙げられ、また、これら
の熱可塑性エラストマーをエポキシ基、カルボキシル基、アミノ基、アルコシキシリル基、イ
ソシアネート基、ヒドロキシル基などへ変性したエラストマーが挙げられる。として、本件に
ポリ乳酸などのようなカルボキシル基を有するポリエステルを用いる場合、加水分解を防止す
るために、カルボキシル基と反応する官能基を有する化合物を用いることもでき、用いられる
カルボキシル基と反応性を有する官能基を有する化合物としては、N‐N‘‐ジ‐2,6‐ジ
イソプロピルフェニルカルボジイミド、2,6,2’,6‘‐テトライソプロピルジフェニル
カルボジイミド、ポリカルボジイミドなどのカルボジイミド化合物、グリシジルエーテル化合
物、グリシジルエステル化合物、グリシジルアミン化合物、グリシジルイミド化合物、脂環式
エポキシ化合物などのエポキシ化合物、2,2’‐m‐フェニレンビス(2‐オキサゾリン)、
2,2‘‐p‐フェニレンビス(2‐オキサゾリン)などのオキサゾリン化合物、オキサジン
化合物、アミン化合物などから選ばれる少なくとも一種または二種以上の化合物を任意に選択
使用することができる。また、カルボキシル基との反応性を高める反応触媒を添加することも
できる。触媒としては、例えば、アルカリ金属化合物、アルカリ土類金属化合物、3級アミン
化合物、イミダゾール化合物第4級アンモニウム塩、リン酸エステル、ホスフィン化合物、ホ
スホニウム塩等を挙げた上で
化粧シートを構成するフィルムもしくはシート状基材(1)と(2)との積層方法においては
特に制限はなく、従来公知の任意の方法を適宜適用することができる。具体的には例えば、予
めフィルム状あるいはシート状に成形された基材(1)をドライラミネート接着剤、感熱接着
剤、感圧接着剤又は電離放射線硬化型接着剤等の適宜の接着剤を介してフィルム状あるいはシ
ート状に成形された基材(2)の表面上に接着する方法、或いは接着剤を介さずに熱圧着/超
音波溶着等の手段によって直接接着する方法や、フィルムもしくはシート状基材(2)を加熱
溶融し、フィルム乃至シート状に押出し製造法が提案されている。
さらに、「特開2017-186443 バイオマス由来原料を含む熱可塑性エラストマー組成物」では
バイオマス由来の原料を用いて柔らかい熱可塑性エラストマー組成物及びその成形品を実現し、
バイオマス由来原料の用途を広げることにより、地球環境内における二酸化炭素の増加を抑制
して地球温暖化を防ぐこために、原料の少なくとも一部がバイオマス由来の共重合体である不
和オレフィン系熱可塑性樹脂Aと、該不飽和オレフィン系熱可塑性樹脂A 100質量部に対して、
10~150質量部の飽和オレフィン系熱可塑性樹脂Bを含有し、A硬度が20~95である熱可塑性エ
ラストマー組成物であって、前記不飽和オレフィン系熱可塑性樹脂Aが、該組成物中において、
有機過酸化物により動的架橋されたものである、熱可塑性エラストマー組成物及びその製造方
法、該組成物からなる成形体、並びに該組成物が部材に融着した複合成形体として、本件にお
ける不飽和オレフィン系熱可塑性樹脂Aの原料として用いることのできるバイオマス由来のエ
チレン単量体(バイオエチレン)及びバイオマス由来のプロピレン単量体(バイオプロピレン
)は、例えば、以下のようにしてバイオマス由来の原料から製造法が以下のように提案されて
いる。
- まず、バイオマスからバイオエタノールを生成する。バイオエタノールの原料となるバ
イオマスとしては、サトウキビ、トウモロコシ、甜菜、キャッサバ、ビート、木材、藻
類等が挙げられる。これらのバイオマスのなかでは、生産効率の面から、糖質又はデン
プン質を多く含む、サトウキビ、トウモロコシ及び甜菜が好ましい。 - 次に、バイオエタノールを出発物質として、脱水反応によりエチレン(バイオエチレン
)に変換し、得られたバイオエチレンと生成水等とを分離した後、分離されたバイオエ
チレンを吸着法等により精製することができる。さらに、得られたバイオエチレンをn
-ブテンを含有する原料とともに、メタセシス反応させることにより、バイオプロピレ
ンを製造することができる。 - 精製されたバイオエチレン及びバイオプロピレンは、14C同位体比が石油由来の原料と
は異なるが、従来公知の化学工学的技術を応用してオレフィン系熱可塑性樹脂の原料と
して用いることができる。 - 不飽和オレフィン系熱可塑性樹脂Aは、バイオエチレン及びバイオプロピレンの少なく
ともいずれかを含むオレフィンとジエン化合物の共重合体であることが好ましい。 - EPDMに用いられるジエン系化合物としては、エチリデンノルボルネン(ENB)、
1,4-ヘキサジエン(1,4-HD)、ジシクロペンタジエン(DCP)等が挙げられ、これ
らの中では、ENBが好ましい。
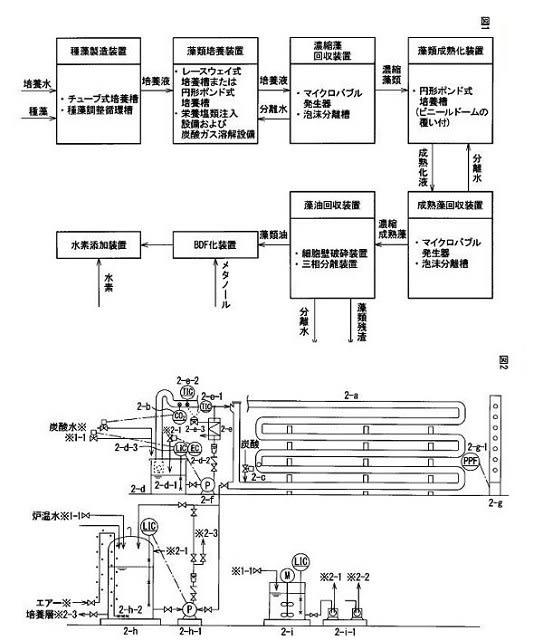
❏ 事例研究 藻類回収装置、ならびに藻油を製造するためのシステム及び方法
(JP 2017-6090 A 2017.1.12)
三次元プリンタ用造形材のバイオマス由来化技術の根幹をなす「藻類回収/藻油製造」のシス
テム/方法に関する事例を下図のように、一旦バイオオイルとして製造し、燃料、プラスチッ
クなどとして変換・合成する最新技術を掲載する。
このようなバイオ燃料の原料として、光合成を行うことで油脂類を蓄える藻類が注目されてお
り、この油脂類を蓄えた藻類から効率よく油脂類を抽出するプロセスの研究が30年以上にも
わたり進められてきたが、依然として、地下資源に由来する油脂類に比較して安価なバイオ燃
料の商業的生産は達成されていない。このような理由としては、藻類中の油脂の含有率の低さ、
自然環境下での藻類の培養の困難性、油脂分を含有する藻類の回収における非効率性、及び藻
類からの油脂の抽出における非効率性などが主に考えられる。
藻類中の油脂の含有率の低さに関する課題を解決するために、これまでに、多くの研究者が、
数万種類もの藻類を発見し、脂質含有率の高い藻類の発見に注力してきたが、その多くは、乾
燥藻類重量あたり約30%以下であり、今後、更に含有率を高めるため遺伝子操作や新規藻類
探索が必要とされる。
藻類の培養方法としては、一般の植物栽培と同様、光合成を利用した培養技術により、光、炭
酸ガス及び栄養塩を利用して一定の環境下で培養することが知られているが、これらの多くは
既存技術と考えられる。例えば、微細藻類を効率よく増殖させるために、微細藻類の光合成反
応に必要な光を培養液中に均一に分散照射するための光源及び攪拌器を備えたバイオリアクタ
ーやこれを用いた微細藻類の培養方法(特許文献1)、微細藻類の増殖に適した波長を発する
光源を備えた培養装置やこれを用いた微細藻類の培養方法、ならびに従属栄養条件で微細藻類
の呼吸によって発生する二酸化炭素を微細藻類の光合成に活用するために、従属栄養条件でも
微細藻類の光合成における光反応系に有効な光質及び光量子を照射するための光源を備えた連
続培養装置やこれを用いた微細藻類の連続培養方法が知られている。
また、藻類は、多くの場合ミクロン単位の微細な細胞で構成されているため、沈降も浮上もせ
ずに固体表面に付着するか、水中に懸濁しており、このような藻類の回収技術としては、エネ
ルギー効率が極めて悪い遠心分離法や凝集法(特許文献4)が知られているに過ぎない。
回収した藻類から油脂類を抽出する方法については、例えば、酸性触媒を用いた加水分解によ
り藻類中のリン脂質から遊離脂肪酸を回収する方法(特許文献5)や、抽出の効率化を図るた
めに、ホモジナイザー、ビーズミル、ボールミルなどを用いて藻類の細胞を破壊する方法が知
られているが、抽出における最適な条件や工程ごとの組み合わせについては検討されていない。
なお、本件は経済性と事業性を確保できる効率的な藻油の製造システム・方法を提供することにある。
マイクロバブル発生器、及び該マイクロバブル発生器に連通した泡沫分離槽を備える、新規な
藻類回収装置、ならびに、これを利用した藻油を製造するためのシステム及び方法。
- マイクロバブル発生器、及び該マイクロバブル発生器に連通した泡沫分離槽を備
える藻類回収装置であって、 前記マイクロバブル発生器は、圧力制御手段を備え、
ここで、該圧力制御手段により、マイクロバブル発生器内を加圧することでマイ
クロバブル発生器内の培養液に空気を溶解させ、その後、マイクロバブル発生器
内を減圧することで該培養液にマイクロバブルを発生させ、そして 前記泡沫分離
槽は、入水口、濃縮藻回収口、及び余剰水回収口を備え、ここで、該濃縮藻回収
口は該泡沫分離槽の上部に位置し、該余剰水回収口は該泡沫分離槽の下部に位置
し、該入水口から前記マイクロバブルを含む培養液が導入され、該マイクロバブ
ルは、該泡沫分離槽内を旋回上昇しながら気泡を形成し、該気泡に凝集した藻類
が付着した泡沫状濃縮藻は該濃縮藻回収口から回収され、そして、前記培養液か
ら分離された余剰水は該余剰水回収口から回収されることを特徴とする、藻類回
収装置。 - 前記マイクロバブル発生器内の加圧下の圧力が、0.05~1MPaであり、減
圧下の圧力が、大気圧付近である、[1]に記載の藻類回収装置。 - 前記マイクロバブルを含む培養液が該泡沫分離槽の上部接線方向に導入される、
[1]又は[2]に記載の藻類回収装置。 - 前記泡沫分離槽の下部に充填材を備える、[1]~[3]のいずれかに記載の藻
類回収装置。 - 前記泡沫分離槽の最下部に連通したホッパー部、及び該ホッパー部に連結した上
昇管を備える、[1]~[4]のいずれかに記載の藻類回収装置。 - 前記上昇管が、前記泡沫分離槽内の液面の高さを調整するための手段を備える、
[5]に記載の藻類回収装置。 - 種藻製造装置、該種藻製造装置と連通した藻類培養装置、該藻類培養装置と連通
した濃縮藻回収装置、該濃縮藻回収装置と連通した藻類成熟化装置、該藻類成熟
化装置と連通した成熟藻回収装置、該成熟藻回収装置と連通した藻油回収装置、
該藻油回収装置と連通したバイオディーゼル燃料(BDF)化装置、及びBDF
化装置と連通した水素添加装置を備える、藻油製造システムであって、前記濃縮
藻回収装置及び成熟藻回収装置が、[1]~[6]のいずれかに記載の藻類回収
装置であることを特徴とする、藻油製造システム - 前記濃縮藻回収装置における泡沫分離槽で回収された泡沫状濃縮藻が、前記藻類
成熟化装置に供され、そして、前記濃縮藻回収装置における泡沫分離槽で回収さ
れた余剰水が、前記藻類培養装置に供される、[7]に記載の藻油製造システム。 - 前記種藻製造装置が、チューブ式培養槽、及び該チューブ式培養槽の出口に連通
した種藻調整循環槽を備える、[7]又は[8]に記載の藻油製造システム。 - 前記チューブ式培養槽の配管口径が50 mm~100 mmである、〔9]に記
載の藻油製造システム。 - 前記チューブ式培養槽を流れる培養液の線流速が0.1m/秒である、[9]又
は[10]に記載の藻油製造システム。 - 比重が約1である球状のボールを配管内に通過させることにより、前記チューブ
式培養槽が洗浄される、[9]~[11]のいずれかに記載の藻油製造システム。 - 前記チューブ式培養槽の配管内のCO2濃度が大気濃度の約10倍である、[9]
~[12]のいずれかに記載の藻油製造システム。 - 前記藻類培養装置が、レースウェイ式培養槽又は円形ポンド式培養槽、栄養塩類
注入設備、及び炭酸ガス溶解設備を備える、[7]~[13]のいずれかに記載
の藻油製造システム。 - 前記レースウェイ式培養槽又は円形ポンド式培養槽の水深が0.3~0.5mで
ある、[7]~[14]のいずれかに記載の藻油製造システム。 - 前記濃縮藻回収装置における泡沫分離槽で回収された余剰水が、前記藻類培養装
置に供される前に紫外線照射処理される、[7]~[15]のいずれかに記載の
藻油製造システム。 - 前記藻類成熟化装置が、中心駆動レーキ及び集藻コーン部を有する円形ポンド式
培養槽を備える、[7]~[16]のいずれかに記載の藻油製造システム。 - 前記藻類成熟化装置が、藻類に色を感知するためのカラーセンサーを備える[7]
~[17]のいずれかに記載の藻油製造システム。 - 前記藻油回収装置が、細胞壁破砕装置、及び該細胞壁破砕装置ですり潰された藻
のスラリーを油脂分と水分と固形分に分離するための三相分離装置を備える[7]
~[18のいずれかに記載の藻油製造シスム。





